
:quality(80)/p7i.vogel.de/wcms/ae/ba/aeba60e0ac4a340666d1813ba55b509b/0132229220v2.jpeg "Die Gründer von QuantumDiamonds: Dr. Fleming Bruckmaier (links) und Kevin Berghoff (rechts) (Bild: Quantum Diamonds GmbH)")
:quality(80)/p7i.vogel.de/wcms/5f/37/5f37a14f17a048e053e1d74f8b373f95/0132230200v2.jpeg "Der an der ETH Zürich entwickelte Quantenchip enthält sogenannte mechanische Resonatoren – winzige Bauteile, die beim Speichern von Informationen zu schwingen beginnen. Der Chip ist rund 7,5 Millimeter lang, 2,5 Millimeter breit und 1 Millimeter hoch und etwa so breit wie ein kleiner Fingernagel. (Bild: Hybrid Quantum Systems Group / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/eb/e8/ebe8235bd44842e81e2562f412541c28/0132119312v2.jpeg "Visualisierung der Gebäude, die für die ETH-Zürich-Zweigstelle in Heilbronn errichtet werden sollen. (Bild: ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/e3/e0/e3e0e9b34c054cd1de2891ccb822ebe6/0132235494v2.jpeg "Bild 1: Der etwa 30 Meter große Ballonsatellit Echo 1 bei einem Aufblastest in einer Halle der NASA. (Bild: NASA)")
:quality(80)/p7i.vogel.de/wcms/09/32/0932508531439d49ed99fb6a8ee07c1b/0132236352v4.jpeg "Die neuen Hybrid-Aluminium-Elektrolytkondensatoren der HVX (-K)- und HTX (-K)-Serien von TAIYO YUDEN sind für 48-V-Automotive-Anwendungen ausgelegt und kombinieren einen niedrigen ESR mit hoher Strombelastbarkeit und einer Betriebstemperatur von bis zu 135 °C. (Bild: TAIYO YUDEN)")
:quality(80)/p7i.vogel.de/wcms/8a/2e/8a2e7d2a89ffe55c545dd6c831ed154e/0132246788v2.jpeg "Über 500 Teilnehmer, 120 Referenten: Die FPGA Conference Europe platzte in diesem Jahr aus allen Nähten – und wurde ihrem Anspruch als Leitkongress der FPGA-Welt einmal mehr gerecht. (Bild: Tobi Giessen)")
:quality(80)/p7i.vogel.de/wcms/17/ed/17ed0e394270e22e06e9c68ca3dfb19e/0132061205v2.jpeg "Cold-Plate-Kühlung im Detail: Für komplett lüfterlose Serverumgebungen hat Solidigm ein flüssigkeitsgekühltes SSD-Design entwickelt, das die extreme Abwärme hochverdichteter KI-Speichersysteme per Direktkontakt (Direct-to-Chip) abführt. (Bild: Solidigm)")
:quality(80)/p7i.vogel.de/wcms/d6/81/d681b25217a05c3c26fc6c030e11b9e3/0132035853v2.jpeg "HBM4E-Speicherbausteine von Samsung: Samsung und SK Hynix sind die treibenden Kräfte hinter einer der größten Halbleiteroffensiven in Südkorea. Lokalen Medienmeldungen zufolge planen die beiden Speicherhersteller Investitionen von bis zu 2 Billiarden Won vor (umgerechnet rund 1,3 bis 1,4 Billionen US-Dollar oder 1,2 Billionen Euro). (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/cd/b8/cdb85208d7284e1d70ebb56342bb10a3/0132231643v2.jpeg "Apex-Serie für das Edge Computing: Innodisk forciert den Einsatz von KI. (Bild: Innodisk)")
:quality(80)/p7i.vogel.de/wcms/a2/d1/a2d154848aaa45d9dee78b3db7a56301/0132235351v2.jpeg "(Bild: ICO)")
:quality(80)/p7i.vogel.de/wcms/1d/88/1d88c8786e3560add72e5fb2dc94d209/0132235342v2.jpeg "(Bild: Congatec)")
:quality(80)/p7i.vogel.de/wcms/b3/b8/b3b872e82d0cf8b83cf3c71882db13b9/0132213250v2.jpeg "Die geregelten 6-W-DC/DC-Wandler der Serien REC6K-AW und REC6K-RW sind für Industrieanwendungen ausgelegt und unterscheiden sich unter anderem hinsichtlich Gehäuseformat und Isolationsfestigkeit. (Bild: RECOM Power GmbH)")
:quality(80)/p7i.vogel.de/wcms/bb/b9/bbb994dc109abd52ab1ed5e511fb52a0/0132185938v2.jpeg "Mit zunehmendem Ausbau von Wind- und Solarenergie gewinnen Batteriespeicher als Flexibilitätsoption an Bedeutung. Sie glätten Strompreisschwankungen und verbessern die Integration erneuerbarer Energien. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/a4/e9/a4e99dcc17896565d27ab7a6a2650979/0132208586v2.jpeg "Symbolbild: Eine Wärmepumpe könnte in Konzepten wie XFRA künftig nicht nur zur Kühlung leistungsstarker GPU-Systeme beitragen, sondern perspektivisch auch deren entstehende Abwärme für die Gebäudeversorgung nutzbar machen. Ob und in welchem Umfang dies umgesetzt wird, bleibt im Whitepaper jedoch offen. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/06/a1/06a158e32b18d99fcea65547cec5d4c7/0132069489v2.jpeg "Mit direkter Integration von Speicher ins Chip-Package verspricht AMD mit dem Versal Premium Gen 2 SoC eine schnellere Datenübertragung, verringerte Latenz und einem potentiell geringere Stromverbrauch. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/86/2a/862afb1de8423bb7401098a2fd268281/0131792672v2.jpeg "Bild 1: Ein Spannungsversorgungskonzept für Lasten, welche eine vorgegebene Ein- und Abschaltreihenfolge (Sequencing) benötigen. (Bild: ADI)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/42/05/4205a77daea554e39c03c398bc80be76/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/f1/17/f1176c05616af1272eb5d7f9e4454291/0132149039v2.jpeg "Smart Home: Smarte Geräte werden immer beliebter. Doch das Sicherheitsrisiko bleibt. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/5b/fb/5bfbe57561d514e8b3aeb36d49b420e6/0132125264v2.jpeg "Jean-Marie Saint-Paul, Senior Vice President, EDA Global Sales, Siemens EDA, Siemens Digital Industries Software. (Bild: Siemens EDA)")
:quality(80)/p7i.vogel.de/wcms/fb/60/fb600e7355d71b25f0b7ddf03c61a5a3/0132176619v2.jpeg "Vision Engineering zeigt die Produkte unter anderem auf der Euro Defence Expo in Halle 3 / 3A79 vom 22.bis zum 25.09.2026. (Bild: Vision Engineering)")
:quality(80)/p7i.vogel.de/wcms/2b/6b/2b6b15dd45ba688abde2aa441320b88c/0132065385v2.jpeg "Pilot S20: Er kam Ende der 1990er-Jahre auf den Markt und war die direkte Weiterentwicklung des allerersten Pilot-Systems von 1995. Mit dem Modell schaffte Seica den internationalen Durchbruch gegen die großen Player wie GenRad oder Teradyne. (Bild: Seica)")
:quality(80)/p7i.vogel.de/wcms/53/aa/53aabb1fbfa0109dae306db179cbae57/0132111908v2.jpeg "So sind die Forschenden vorgegangen: Mithilfe von Laserstrahlen (rot) wurde das gefangene Ion (grün) zunächst abgekühlt und dann an einer bestimmten Stelle positioniert. Dort mass das Ion dann die Störfelder. (Bild: Tobias Sägesser / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/54/5f/545f843ad5c33cfff9725bbff0bdb649/0132230251v2.jpeg "Elektrischer Zug am Bahnhof von Porto-Campanha, Portugal: Kontron Transportation erhält den Auftrag zur Modernisierung des portugisischen GSM-R-Kernnetzes. (Bild: Kontron / Leonid Andronov)")
:quality(80)/p7i.vogel.de/wcms/cc/6c/cc6cb9f240b2a661eeb7112e4bd02ba4/0132124213v2.jpeg "Rendering der neuen Zentrale: Auf 40.000 Quadradmeter soll am Standort Suzhou die Fertigungskapazität verdreifacht werden. (Bild: Weidmüller)")
:quality(80)/p7i.vogel.de/wcms/26/0c/260cef7f4c2106d640210a81e11a0c68/0131920531v2.jpeg "Die Firmenzentrale von VTQ in Querfurt: Der EMS-Dienstleister entwickelt und fertigt elektronische Baugruppen und Systeme für anspruchsvolle Anwendungen. (Bild: VTQ Videotronik GmbH)")
:quality(80)/p7i.vogel.de/wcms/d9/f9/d9f9a58e75b0847511d1ed79c39d0a3b/0132228435v2.jpeg "Mit einer ambitionierten Preisstrategie will Rapidus, als Auftragsfertiger mnoch ein vergleichbares junges Unternehmen, den den dominierenden Kokurrenten TSMC aus Japan direkt angreifen. Doch neben dem technologischen Wettrennen hängt das angestrebte Zielstark von Kundennachfrage und Investitionen seitens des japanischen Staates ab. (Bild: Rapidus)")
:quality(80)/p7i.vogel.de/wcms/09/73/09735b512fc73eafb7b76b32603c23d6/0132117343v2.jpeg "Balver Zinn sichert Lizenz für silberfreies Lot SN100CV. (Bild: Balver Zinn)")
:quality(80)/p7i.vogel.de/wcms/c3/02/c30262256194cd0c2e08640746d8e7f0/0132146811v2.jpeg "„EU Inc.“: Die neue Rechtsform findet bei Gründern starke Unterstützung. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/38/35/3835b083b85fe3f0b0962afd3cbd481a/0132181994v2.jpeg "Im Juni 2026 teilte Astemo mit, dass der elektrische Antriebsstrang des Nissan Leaf die Reichweite durch ein effizientes Energiemanagementsystem verbessert. Das wird durch den „3-in-1“-Antriebsstrang ermöglicht, der drei Schlüsselkomponenten vereint: den Motor, den Wechselrichter und das Untersetzungsgetriebe. (Bild: Astemo)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Anbieter zum Thema
Lasercavities vereinfachen Produktionsprozess
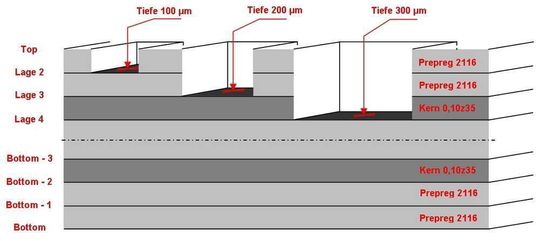
Ein weiterer relevanter Pluspunkt ist die geringe Tiefentoleranz. Die Tiefe einer Lasercavity ist durch den Multilayeraufbau (Bild 2) bestimmt. Bedingt durch die große Wellenlänge (10600 nm) kann der CO2-Laser Kupferlagen nicht durchdringen. Deshalb ist die Tiefentoleranz im Prinzip nur noch von den Basismaterialien und der Platzierung der Stoppflächen abhängig.
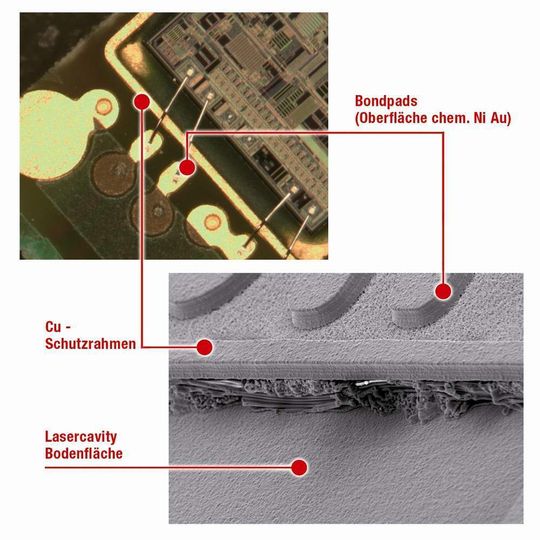
Auch die mögliche Anzahl der Lasercavities spricht für die neue Technik. Erste Serienprodukte haben über 1.000 Lasercavities auf einem einzigen Produktionspanel mit nur 3 mm x 3 mm Kantenlänge und bei einer Tiefe von 150 µm. (Bild 3) Eine mechanische Fräsmaschine wäre an einer solchen Applikation technisch gescheitert.
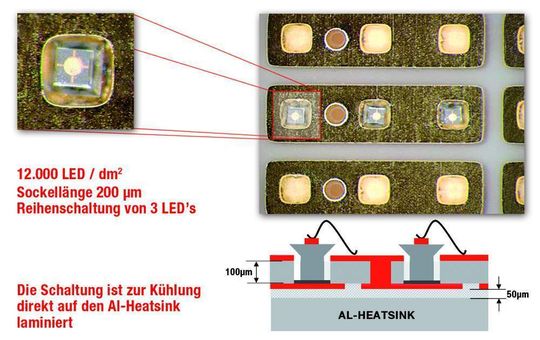
Nicht zu vergessen die Positionsgenauigkeit der Lasercavity-Methode. Sie wurde in einem weiter unten beschriebenen praktischen Fall genutzt, um in einer Applikation LEDs mit einer Sockelkantenlänge von 200 µm in eine Matrix zu platzieren. Hierbei beträgt die Dichte der LEDs ca. 12.000 pro dm². Auf der Rückseite der Applikation wurde ein Aluminium-Heatsink laminiert, um die Verlustwärme der LEDs aufzunehmen und abzuführen (Bild 4).
Das Potenzial dieses Technologieansatzes ist freilich noch längst nicht ausgeschöpft und bietet gerade in der Verbindung zwischen LEDs – Leiterplatte – Heat Sink aussichtsreiche Möglichkeiten. Bei Einhaltung einiger wichtiger Randbedingungen ist die Kombination mit vielen bekannten Methoden und Verfahren in der Leiterplatten-Technik problemlos realisierbar. Würth Elektronik konnte auf seine langjährige Erfahrung in der Mikrovia-Technologie, die ergiebige Kooperation mit Panasonic als Diebond-Experten und mit dem Fraunhofer Institut für Silizium-Forschung Itzehoe aufbauen, als man mit Lasercavity eine aussichtsreiche Methode entwickelte, die unkompliziert und wirtschaftlich ist und auch den Industriekunden den Weg in die VHDI-Technik bahnt.
Artikelfiles und Artikellinks
(ID:293611)
:quality(80)/p7i.vogel.de/wcms/40/32/4032d23b67ab8a52bf472277dc70a64f/0129074969v2.jpeg "Die WE-MPSB-Familie. (Bild: Würth Elektronik eiSos)")
:quality(80)/p7i.vogel.de/wcms/d2/cd/d2cd33084ab732ff8a600bc55ade1f47/0130096831v1.jpeg "Die WE-MPSB-Familie. (Bild: Würth Elektronik eiSos)")