
:quality(80)/p7i.vogel.de/wcms/22/0a/220a84ba1b9977d26fb4a212af5c8fec/0132339629v2.jpeg "Imec und Diraq haben erstmals den kohärenten Betrieb und die Auslesung eines linearen Arrays aus acht Silizium-MOS-Spin-Qubits demonstriert. (Bild: Imec)")
:quality(80)/p7i.vogel.de/wcms/f5/79/f579ee1713cb8c500cc5d5005c2fb3da/0132337035v3.jpeg "Einsatz auf dem Acker: Wie sich humanoide Systeme mit schweren landwirtschaftlichen Maschinen vernetzen lassen, wird in Ilmenau erprobt. (Bild: Fraunhofer IOSB)")
:quality(80)/p7i.vogel.de/wcms/ae/ba/aeba60e0ac4a340666d1813ba55b509b/0132229220v2.jpeg "Die Gründer von QuantumDiamonds: Dr. Fleming Bruckmaier (links) und Kevin Berghoff (rechts) (Bild: Quantum Diamonds GmbH)")
:quality(80)/p7i.vogel.de/wcms/7a/2c/7a2c782274dd2420ffb3b14e17585773/0132304402v2.jpeg "Swissbit und Nexperia gehen Hand in Hand: Sichere Speicher und robuste Halbleiter sollen zuverlässige KI- und Cloud-Infrastrukturen bieten. (Bild: Canva / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/e3/e0/e3e0e9b34c054cd1de2891ccb822ebe6/0132235494v2.jpeg "Bild 1: Der etwa 30 Meter große Ballonsatellit Echo 1 bei einem Aufblastest in einer Halle der NASA. (Bild: NASA)")
:quality(80)/p7i.vogel.de/wcms/09/32/0932508531439d49ed99fb6a8ee07c1b/0132236352v4.jpeg "Die neuen Hybrid-Aluminium-Elektrolytkondensatoren der HVX (-K)- und HTX (-K)-Serien von TAIYO YUDEN sind für 48-V-Automotive-Anwendungen ausgelegt und kombinieren einen niedrigen ESR mit hoher Strombelastbarkeit und einer Betriebstemperatur von bis zu 135 °C. (Bild: TAIYO YUDEN)")
:quality(80)/p7i.vogel.de/wcms/d0/b9/d0b92ad1ff97275bd7511a42be1758ec/0132135985v1.jpeg "Erst anschnallen, dann losfahren: Beim EU AI Act zahlt sich Vorsorge aus. Wer frühzeitig Schutzmaßnahmen etabliert, vermeidet Bußgelder und Reputationsschäden. (Bild: © Olga Ко - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/5c/47/5c47a19196fe05757947f2daddf8fa72/0132292701v1.jpeg "Symbolbild aus Berlin-Mitte: Die Bürgerinitiative Rechenzentrum Kronstorf hat für den 17. Juli eine Demonstration gegen den geplanten Ausbau des Google-Rechenzentrums angekündigt. (Bild: F* Google / Hossam el-Hamalawy / CC BY-SA 2.0 / flickr.com)")
:quality(80)/p7i.vogel.de/wcms/7b/da/7bda6a80466f1a5de0f4b60346b6f2b3/0132242139v5.jpeg "KI: Die große Black-Box in der Fabrik (Bild: Lucid Origin / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/46/41/464103e89109fbe52aaf3efc1a8311d9/0130524209v2.jpeg "Humanoide Roboter: Roboter, die vor wenigen Jahren noch eine Vision waren, sind heute dank KI, maschinellem Lernen und Echtzeit-Datenverarbeitung Realität. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/cc/0d/cc0defa1fd6dd4c26a647e92bf4d7ee0/0132255823v2.jpeg "Debix T62P-01: Industrieller Edge-Computer für Echtzeitanwendungen. (Bild: Debix)")
:quality(80)/p7i.vogel.de/wcms/28/3e/283eb7efa47f9d481b361d765f774890/0132340824v2.jpeg "Die Differenzierung im Bereich der SiC-MOSFETs findet nicht mehr ausschließlich auf dem Datenbaltt statt. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f4/09/f4093b623fb87b18750f2f69a0e986b3/0132332557v3.jpeg "Demonstrator eines bidirektionalen einphasigen 3-kW-DC-Ladegeräts mit GaN-Leistungselektronik. Das leistungselektronische Modul (oben) haben Forschende des Fraunhofer IAF auf Basis des Leistungshalbleiters Galliumnitrid (GaN) und alternativen isolierenden Substraten entwickelt. Die Realisierung des Demonstrators sowie die Integration des Moduls erfolgte durch den GaN4EmoBiL-Projektpartner Ambibox. (Bild: Fraunhofer IAF)")
:quality(80)/p7i.vogel.de/wcms/07/75/07752828e481b63f57e3f576e28f7697/0132293464v2.jpeg "Kabellose Energieversorgung: Positionstolerante induktive Ladesysteme erreichen hohe Wirkungsgrade und bieten sich als Alternative zu Steckerkontakten oder Batteriewechseln an. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/8a/2e/8a2e7d2a89ffe55c545dd6c831ed154e/0132246788v2.jpeg "Über 500 Teilnehmer, 120 Referenten: Die FPGA Conference Europe platzte in diesem Jahr aus allen Nähten – und wurde ihrem Anspruch als Leitkongress der FPGA-Welt einmal mehr gerecht. (Bild: Tobi Giessen)")
:quality(80)/p7i.vogel.de/wcms/06/a1/06a158e32b18d99fcea65547cec5d4c7/0132069489v2.jpeg "Mit direkter Integration von Speicher ins Chip-Package verspricht AMD mit dem Versal Premium Gen 2 SoC eine schnellere Datenübertragung, verringerte Latenz und einem potentiell geringere Stromverbrauch. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/86/2a/862afb1de8423bb7401098a2fd268281/0131792672v2.jpeg "Bild 1: Ein Spannungsversorgungskonzept für Lasten, welche eine vorgegebene Ein- und Abschaltreihenfolge (Sequencing) benötigen. (Bild: ADI)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/42/05/4205a77daea554e39c03c398bc80be76/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/f1/17/f1176c05616af1272eb5d7f9e4454291/0132149039v2.jpeg "Smart Home: Smarte Geräte werden immer beliebter. Doch das Sicherheitsrisiko bleibt. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/fb/60/fb600e7355d71b25f0b7ddf03c61a5a3/0132176619v2.jpeg "Vision Engineering zeigt die Produkte unter anderem auf der Euro Defence Expo in Halle 3 / 3A79 vom 22.bis zum 25.09.2026. (Bild: Vision Engineering)")
:quality(80)/p7i.vogel.de/wcms/2b/6b/2b6b15dd45ba688abde2aa441320b88c/0132065385v2.jpeg "Pilot S20: Er kam Ende der 1990er-Jahre auf den Markt und war die direkte Weiterentwicklung des allerersten Pilot-Systems von 1995. Mit dem Modell schaffte Seica den internationalen Durchbruch gegen die großen Player wie GenRad oder Teradyne. (Bild: Seica)")
:quality(80)/p7i.vogel.de/wcms/53/aa/53aabb1fbfa0109dae306db179cbae57/0132111908v2.jpeg "So sind die Forschenden vorgegangen: Mithilfe von Laserstrahlen (rot) wurde das gefangene Ion (grün) zunächst abgekühlt und dann an einer bestimmten Stelle positioniert. Dort mass das Ion dann die Störfelder. (Bild: Tobias Sägesser / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/06/08/0608efddacd3cb318aa5cdad412b7830/0132310840v2.jpeg "Smart Manufacturing in der Praxis: Der Schritt von isolierten Insellösungen hin zu einer werksübergreifend vernetzten Datenarchitektur bleibt für viele Hersteller die größte Hürde. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/bc/50/bc506f9d85e07d812a31d7a89c0c06b8/0132345885v2.jpeg "Der EMS-Tag ist keine Veranstaltung zum Absitzen, sondern ein kompakter Branchentreff für alle, die wissen wollen, wohin sich die EMS-Branche entwickelt und welche Entscheidungen jetzt wichtig werden. Neben den Vorträgen steht der persönliche Austausch im Mittelpunkt: mit anderen EMS-Dienstleistern, mit Kunden, Partnern, Experten und Menschen, die vor ähnlichen Fragen stehen. (Bild: VCG /ELEKTRONIKPRAXIS)")
:quality(80)/p7i.vogel.de/wcms/f3/a8/f3a82b0c6191d19a05f630b94ac63c56/0132340832v2.jpeg "High-NA-EUV-Anlage von ASML: Das Lithografieverfahren kommt bislang meist in der Prototypen- oder Forschungsentwicklung zum Einsatz. Nun hat Intel Foundry die Technologie erstmals bei der Serienfertigung von Logikchips verwendet – zumindest teilweise. (Bild: AMSL)")
:quality(80)/p7i.vogel.de/wcms/93/f7/93f75a88d3bca237f7d0e83756f952ee/0132324517v2.jpeg "Halbleiterförderung: Mit 659 Millionen Euro unterstützt Deutschland vier neue Anlagen für SiC-Wafer, Leistungshalbleiter, Messtechnik und spezialisierte Detektorchips. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a0/fb/a0fb0f0a0051839762c044fcff3a221e/0132309919v2.jpeg "Bitte mehr Gas geben! Die Bürokratie in Deutschland hat überhandgenommen, wie die Industrie klagt. Es wird zwar entbürokratisiert, aber das geht der Industrie viel zu langsam ... (Bild: Bürohengst)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/68800/68851/65.jpg "Logo.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/5f/88/5f8847c90d2e4/50-mm.jpg "50-mm.jpg (Eurocircuits Group logo)")
Kleinere BGA-Raster wirken sich auch auf die Testbarkeit aus

Bei BGA-Pitches < 0,8mm ist es kaum mehr möglich, Lötstellen über visuelle Verfahren wie z.B. mit feinsten optischen Sonden zu prüfen. Hier bleibt nur die Möglichkeit der Röntgeninspektion. Das Erkennen von Kurzschlüssen ist dabei einfach; deutlich schwieriger ist es schlechte bzw. Nichtverbindungen zu erkennen. Bewährte Standardlösung ist hier die Verwendung spezieller Röntgenpads mit nasenförmigen Ausbuchtungen am ansonsten runden Landepad auf der Leiterplatte (Bilder 2 und 3).
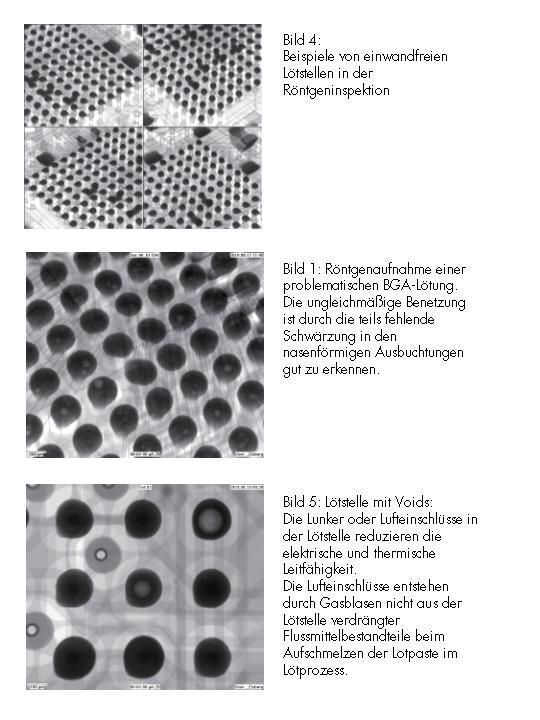
Findet beim Lötvorgang eine ordnungsgemäße Benetzung des Pads statt, so wird durch die Wirkung der Oberflächenspannung auch die Nase benetzt, was im Röntgenbild gut und eindeutig nachweisbar ist (Bild 4; Bild 1 als Gegenbeispiel zeigt eine problematische Platine mit ungleichmäßiger und teilweise unzureichender Benetzung). Doch auch bei den Röntgennasen gibt es Tücken zu beachten, zum Beispiel bei Vollflächenanschlüssen: Hier wird die Nase de facto durch die ISO-Maske definiert und wird dadurch überproportional groß, wenn dies im Design nicht für diese Fälle vorbeugend berücksichtigt wird.
Besondere Vorsicht ist dann geboten, wenn BGAs unmittelbar gegenüberliegend auf den beiden Außenseiten der Leiterplatte platziert werden sollen. Weite Überschneidungen bis hin zur Deckungsgleichheit können die Röntgeninspizierbarkeit stark einschränken. Abhilfe können hier ein Versatz im Raster oder ein Drehen der Nasen schaffen. Doch Vorsicht: Beides kann je nach Layout zu größeren Problemen bei der Entflechtung führen; speziell dann, wenn Leitungen auf den Außenlagen zwischen den Pads hindurchgefädelt werden müssen.
Daher sollte auch der fortgeschrittene Anwender wenn irgendwie möglich auf Lücke platzieren oder doppelseitig gegenüberliegende BGAs ganz vermeiden. Ist dies aus Platzgründen nicht möglich, so sollte spätestens jetzt geprüft werden, ob hier nicht hier eine Zusammenarbeit mit einem externen EMS-Dienstleister sinnvoll ist, bis mehr Erfahrungen mit diesen speziellen Sonderfällen vorliegen.
Kompromiss zwischen sicher bestücken und sicher testen
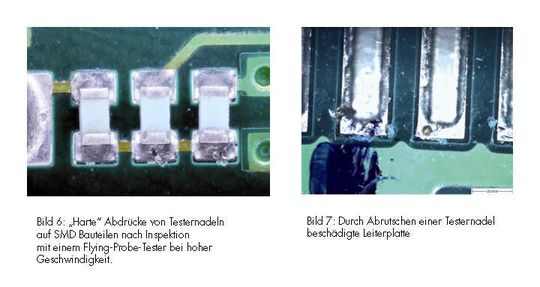
Eine weitere Problemzone fortschreitender Miniaturisierung ist die Auslegung der Padgröße. Eigentlich sollen die Landepads für kleinste Bauelemente wie z.B. Chipwiderstände möglichst klein sein um einen Tombstone-Effekt zu vermeiden. Andererseits sollen beim Testen mit einem Flying-Probe-Tester nicht die Bauelemente selbst, sondern deren Pads mit den Prüfspitzen ankontaktiert werden, damit man die durch diesen Effekt erzeugten Kontaktprobleme auch eindeutig nachweisen kann (Bild 6).
Je nach Auslegung kann es hier bei den zu schließenden Kompromissen bei höheren Testergeschwindigkeiten zu einem Abrutschen der Testnadeln kommen (Bild 7). Außenlagen von HDI-Leiterplatten mit kleinen Mikrovias werden aber wegen der Aspect Ratio typischerweise mit dünnen Laminaten oder Folien mit Schichtdicken von etwa 40 bis 60 µ aufgebaut. So kann es hier passieren, dass eine abrutschende Nadel den Padrand so stark verformt, dass dadurch ein Kurzschluss mit in der Lage darunter liegenden Leitungen entsteht. Besonders kritisch sind hier RCC-Folien und das relative weitmaschige Prepreg vom Typ 1080.
Eine rationelle Lösung erfordert viel Erfahrung mit einem exakt auf den Lötprozess abgestimmten Padüberhang-Kompromiss und gegebenenfalls eine Anpassung der Testgeschwindigkeit für kritische Kontaktierungspunkte.
.
*Dipl.-Ing. Rainer Schröder ist Leiter Design- und Prozessunterstützung in der Elektronikfertigung beim EMS-Anbieter Atlas-EMS in Bremen.
Artikelfiles und Artikellinks
(ID:360979)
:quality(80)/p7i.vogel.de/wcms/2c/40/2c40cea54250c0cc97dbc8d8448798a5/0129385029v2.jpeg "Ein Präzisions-Fingertester im Einsatz bei Precoplat. (Bild: BECKER JOEST VOLKK)")
:quality(80)/p7i.vogel.de/wcms/f1/5f/f15fac232d70cc5d3b3b889500ecd880/0132049099v2.jpeg "SMT: Die Entwicklung der SMT-Technik veränderte die Elektronikfertigung grundlegend, da keine bedrahteten Bauelemente verwendet werden. (Bild: © Nataliia - stock.adobe.com)")