
:quality(80)/p7i.vogel.de/wcms/74/c7/74c76b0e1aa72b1dd8b08efff6cc77b6/0132360506v2.jpeg "Mona Neubaur, Ministerin für Wirtschaft, Industrie, Klimaschutz und Energie des Landes Nordrhein-Westfalen, und Thomas Jarzombek, Parlamentarischer Staatssekretär im Bundesministerium für Digitales und Staatsmodernisierung, besuchten den Standort in Düsseldorf. (Bild: Kontron AG)")
:quality(80)/p7i.vogel.de/wcms/22/0a/220a84ba1b9977d26fb4a212af5c8fec/0132339629v2.jpeg "Imec und Diraq haben erstmals den kohärenten Betrieb und die Auslesung eines linearen Arrays aus acht Silizium-MOS-Spin-Qubits demonstriert. (Bild: Imec)")
:quality(80)/p7i.vogel.de/wcms/f5/79/f579ee1713cb8c500cc5d5005c2fb3da/0132337035v3.jpeg "Einsatz auf dem Acker: Wie sich humanoide Systeme mit schweren landwirtschaftlichen Maschinen vernetzen lassen, wird in Ilmenau erprobt. (Bild: Fraunhofer IOSB)")
:quality(80)/p7i.vogel.de/wcms/7a/2c/7a2c782274dd2420ffb3b14e17585773/0132304402v2.jpeg "Swissbit und Nexperia gehen Hand in Hand: Sichere Speicher und robuste Halbleiter sollen zuverlässige KI- und Cloud-Infrastrukturen bieten. (Bild: Canva / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/e3/e0/e3e0e9b34c054cd1de2891ccb822ebe6/0132235494v2.jpeg "Bild 1: Der etwa 30 Meter große Ballonsatellit Echo 1 bei einem Aufblastest in einer Halle der NASA. (Bild: NASA)")
:quality(80)/p7i.vogel.de/wcms/09/32/0932508531439d49ed99fb6a8ee07c1b/0132236352v4.jpeg "Die neuen Hybrid-Aluminium-Elektrolytkondensatoren der HVX (-K)- und HTX (-K)-Serien von TAIYO YUDEN sind für 48-V-Automotive-Anwendungen ausgelegt und kombinieren einen niedrigen ESR mit hoher Strombelastbarkeit und einer Betriebstemperatur von bis zu 135 °C. (Bild: TAIYO YUDEN)")
:quality(80)/p7i.vogel.de/wcms/d0/b9/d0b92ad1ff97275bd7511a42be1758ec/0132135985v1.jpeg "Erst anschnallen, dann losfahren: Beim EU AI Act zahlt sich Vorsorge aus. Wer frühzeitig Schutzmaßnahmen etabliert, vermeidet Bußgelder und Reputationsschäden. (Bild: © Olga Ко - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/5c/47/5c47a19196fe05757947f2daddf8fa72/0132292701v1.jpeg "Symbolbild aus Berlin-Mitte: Die Bürgerinitiative Rechenzentrum Kronstorf hat für den 17. Juli eine Demonstration gegen den geplanten Ausbau des Google-Rechenzentrums angekündigt. (Bild: F* Google / Hossam el-Hamalawy / CC BY-SA 2.0 / flickr.com)")
:quality(80)/p7i.vogel.de/wcms/7b/da/7bda6a80466f1a5de0f4b60346b6f2b3/0132242139v5.jpeg "KI: Die große Black-Box in der Fabrik (Bild: Lucid Origin / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/46/41/464103e89109fbe52aaf3efc1a8311d9/0130524209v2.jpeg "Humanoide Roboter: Roboter, die vor wenigen Jahren noch eine Vision waren, sind heute dank KI, maschinellem Lernen und Echtzeit-Datenverarbeitung Realität. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/cc/0d/cc0defa1fd6dd4c26a647e92bf4d7ee0/0132255823v2.jpeg "Debix T62P-01: Industrieller Edge-Computer für Echtzeitanwendungen. (Bild: Debix)")
:quality(80)/p7i.vogel.de/wcms/89/17/8917ac8f43a91e8e6eebdd301d00bf4e/0132223314v5.jpeg "Der Kongress „Power of Electronics“ vermittelt praxisnahes Wissen rund um das Power Design – von Magnetik und Stromversorgungen bis hin zu EMV und aktuellen Entwicklungen in der Leistungselektronik. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/28/3e/283eb7efa47f9d481b361d765f774890/0132340824v2.jpeg "Die Differenzierung im Bereich der SiC-MOSFETs findet nicht mehr ausschließlich auf dem Datenbaltt statt. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f4/09/f4093b623fb87b18750f2f69a0e986b3/0132332557v3.jpeg "Demonstrator eines bidirektionalen einphasigen 3-kW-DC-Ladegeräts mit GaN-Leistungselektronik. Das leistungselektronische Modul (oben) haben Forschende des Fraunhofer IAF auf Basis des Leistungshalbleiters Galliumnitrid (GaN) und alternativen isolierenden Substraten entwickelt. Die Realisierung des Demonstrators sowie die Integration des Moduls erfolgte durch den GaN4EmoBiL-Projektpartner Ambibox. (Bild: Fraunhofer IAF)")
:quality(80)/p7i.vogel.de/wcms/8a/2e/8a2e7d2a89ffe55c545dd6c831ed154e/0132246788v2.jpeg "Über 500 Teilnehmer, 120 Referenten: Die FPGA Conference Europe platzte in diesem Jahr aus allen Nähten – und wurde ihrem Anspruch als Leitkongress der FPGA-Welt einmal mehr gerecht. (Bild: Tobi Giessen)")
:quality(80)/p7i.vogel.de/wcms/06/a1/06a158e32b18d99fcea65547cec5d4c7/0132069489v2.jpeg "Mit direkter Integration von Speicher ins Chip-Package verspricht AMD mit dem Versal Premium Gen 2 SoC eine schnellere Datenübertragung, verringerte Latenz und einem potentiell geringere Stromverbrauch. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/86/2a/862afb1de8423bb7401098a2fd268281/0131792672v2.jpeg "Bild 1: Ein Spannungsversorgungskonzept für Lasten, welche eine vorgegebene Ein- und Abschaltreihenfolge (Sequencing) benötigen. (Bild: ADI)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/42/05/4205a77daea554e39c03c398bc80be76/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/f1/17/f1176c05616af1272eb5d7f9e4454291/0132149039v2.jpeg "Smart Home: Smarte Geräte werden immer beliebter. Doch das Sicherheitsrisiko bleibt. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/ae/ba/aeba60e0ac4a340666d1813ba55b509b/0132229220v2.jpeg "Die Gründer von QuantumDiamonds: Dr. Fleming Bruckmaier (links) und Kevin Berghoff (rechts) (Bild: Quantum Diamonds GmbH)")
:quality(80)/p7i.vogel.de/wcms/fb/60/fb600e7355d71b25f0b7ddf03c61a5a3/0132176619v2.jpeg "Vision Engineering zeigt die Produkte unter anderem auf der Euro Defence Expo in Halle 3 / 3A79 vom 22.bis zum 25.09.2026. (Bild: Vision Engineering)")
:quality(80)/p7i.vogel.de/wcms/2b/6b/2b6b15dd45ba688abde2aa441320b88c/0132065385v2.jpeg "Pilot S20: Er kam Ende der 1990er-Jahre auf den Markt und war die direkte Weiterentwicklung des allerersten Pilot-Systems von 1995. Mit dem Modell schaffte Seica den internationalen Durchbruch gegen die großen Player wie GenRad oder Teradyne. (Bild: Seica)")
:quality(80)/p7i.vogel.de/wcms/53/aa/53aabb1fbfa0109dae306db179cbae57/0132111908v2.jpeg "So sind die Forschenden vorgegangen: Mithilfe von Laserstrahlen (rot) wurde das gefangene Ion (grün) zunächst abgekühlt und dann an einer bestimmten Stelle positioniert. Dort mass das Ion dann die Störfelder. (Bild: Tobias Sägesser / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/6f/b8/6fb892d99249695b745c8eead3a50d8e/0132358019v4.jpeg "98 Prozent richtig: Nach der Angabe des Unternehmens liegt die Quote nun einen Prozentpunkt unter dem menschlichen Niveau. (Bild: Xiaomi)")
:quality(80)/p7i.vogel.de/wcms/42/df/42dff62c518b703e4d810c8a559b9b98/0132338696v2.jpeg "Neue Zukunft für Automatisierungsingenieure: KI übernimmt Routineaufgaben, während tiefes Verständnis für Maschinen und Prozesse unerlässlich bleibt. (Bild: Rockwell)")
:quality(80)/p7i.vogel.de/wcms/71/e5/71e5e7b851dd407bda02104ffd23055b/0132366185v2.jpeg "Rüsten an der Bestücklinie: EPS will Fertigungsprozesse nicht nur technisch beherrschen, sondern für Kunden verlässlicher planbar machen. Dazu gehört für den EMS-Dienstleister auch, frühzeitig zu kommunizieren, wenn Termine oder Bauteile kritisch werden. (Bild: Susanne Kästner)")
:quality(80)/p7i.vogel.de/wcms/bc/50/bc506f9d85e07d812a31d7a89c0c06b8/0132345885v2.jpeg "Der EMS-Tag ist keine Veranstaltung zum Absitzen, sondern ein kompakter Branchentreff für alle, die wissen wollen, wohin sich die EMS-Branche entwickelt und welche Entscheidungen jetzt wichtig werden. Neben den Vorträgen steht der persönliche Austausch im Mittelpunkt: mit anderen EMS-Dienstleistern, mit Kunden, Partnern, Experten und Menschen, die vor ähnlichen Fragen stehen. (Bild: VCG /ELEKTRONIKPRAXIS)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Flying-Probe-Test Die richtige Architektur und Konfiguration eines Flying Probers auswählen
In den letzten Jahren haben sich die Flying Probe ATE stark verändert und sie bieten dem Anwender ein großes Leistungsspektrum. Daraus eine geeignete Architektur und Konfiguration zu wählen, führt oft zu Problemen. Unser Beitrag zeigt Ihnen wichtige Schritte und Beispiele für eine Auswahl.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/127300/127366/65.jpg "Logo SPEA.jpg ()")
Der Flying Prober wurde vor zwanzig Jahren entwickelt und ist heute ein weltweit angesehenes Werkzeug zum Testen elektrischer Baugruppen. In diesem Entwicklungsprozess sind die Anforderungen an Flexibilität und sinkende Kosten nicht unerheblich. Entwickler benötigen Werkzeuge, die den verändernden Markt entsprechen. Ein wesentlicher Punkt zum Erfolg des Flying Prober war das Fehlen von dediziertem Prüfadaptern für die unterschiedlichen Arten von Baugruppen mit den wiederkehrenden Kosten zum Bau von spezifischem Nadelbettadapter zum Produkttest. Im Vergleich zum traditionellen Nadelbettadapter basierenden In-Circuit Testsystem ein klarer Vorteil. Die Anforderungen an die Testlösung sind in den vergangenen Jahren gestiegen.
Flying Probes werden ständig weiterentwickelt
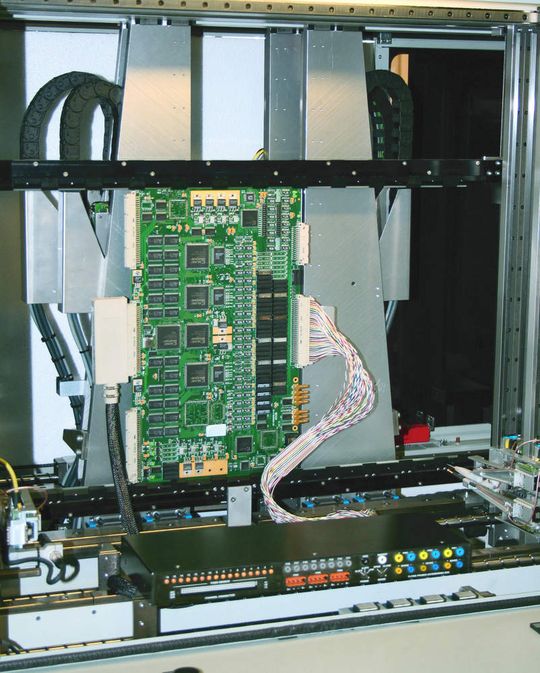
Testsystemhersteller waren gezwungen, neue Messtechniken, neue Antriebssysteme und Software zu entwickeln, um die Flying Probe Tester mit neuen Funktionen auszustatten. Dieser technologische Aufwand hat Ergebnisse hervorgebracht, die noch vor ein paar Jahren undenkbar waren. Das führte dazu, dass sich ein Flying Probe ATE von einem einfachen MDA-Tester zur passiven Komponentenanalyse, zu einer multifunktionalen Testplattform gewandelt hat.
Vor dem Kauf sollte auf die richtige Systemarchitektur und notwendige Testanforderung geprüft werden. Einige Beispiele sollten dabei unterstützen:
- Produktionstest von Baugruppen mit SMD/PTH Mischtechnologie und „Designed for Test“: wenn die zu testenden Baugruppen nach den essentiellen Regeln von „design for testability“ entwickelt wurden, hat eine Seite alle notwendigen Testpunkte, um auf alle Netze zuzugreifen (Diese sind nicht immer echte Testpunkte, sondern auch Durchkontaktierungen und Komponenten Pads, auf denen ein Flying Prober ohne Schwierigkeiten seine Probes positionieren kann). In diesem Fall kann die Wahl auf ein System mit horizontaler Architektur treffen mit Flying Probes auf einer Seite. Falls notwendig, kann vollautomatisch getestet werden. Dazu kann ein horizontales Testsystem mit einem automatischen SMEMA-Transportband zum be- und entladen der Baugruppen eingesetzt werden.
- Test der Produktions- und/oder Baugruppenreparatur mit SMD/PTH-Mischtechnologie und nicht „Designed for Test“: falls die zu testende Baugruppe nicht nach Regeln der „design for testability” entwickelt wurde, sollte der Flying Prober auf beide Seiten der Baugruppe zugreifen können, da es nicht möglich ist, alle Netze nur auf einer Seite zu erreichen. Hier eignen sich Testsysteme mit vertikaler Architektur , da eine Durchbiegung verhindert wird, wie es bei horizontalen Testsystem mit beweglichen Probes auf beiden Seiten der Fall ist.
- Test von Produktions- und/oder Reparatur von Baugruppen mit PTH -Technologie: ohne SMD-Komponenten kann auf Beispiel 1 zurückgegriffen werden. Ein Testsystem mit Mess-Spitzen auf nur einer Seite kann alle Netze über die Lötpunkte erreichen. Das gilt für Tests zur Reparatur von Baugruppen (dies gilt für veraltete Technologie für Baugruppen mit nur THT-Komponenten). Dazu eignet sich ein vertikaler Flying Prober. Manuelle Debugging-Operationen, um beispielsweise feste Ressourcen anzuschließen (Netzteile, zusätzliche Kanäle, Boundary Scan Test) verbessert die Ergonometrie für den Bediener im Gegensatz zum horizontalen System, bei dem auf die Seite ohne Probes vom Bediener nicht zugegriffen werden kann.
Auf die Eigenschaften des Testsystems achten

Ist die geeignetste Systemarchitektur ausgewählt sollte noch ein Blick auf die Eigenschaften gelegt werden, um gute Tests in kurzer Zeit zu erreichen. Eigenschaften, die für jeden Benutzer wertvoll sind, unabhängig davon, welche Produkte getestet werden sollen:
- Möglichkeit zur automatischen Testprogrammgeneration an Hand von CAD-Daten, benutzt bei der Entwicklung der Baugruppe (einige Flying-Probe-Systeme bieten CAD-Konverter integriert in die Systemmanagement-Software an)
- Möglichkeit des automatischen Debuggings mit dem Testsystem. Dabei wird eine „gute Baugruppe“ voraussetzt. Ein Bediener ist nicht notwendig, um das Programm zu debuggen. In diesen Sinne sind Systeme zu bevorzugen, die mit mehrfachen Messtechniken ausgestattet sind (AC, DC, active und passive Guarding) und mit Hardware-Rechenfähigkeiten für die Messungen (DSP-Technologie).
- Möglichkeit einer interaktiven Software für die Reparaturstationen, um detektierte Fehler aufzuzeichnen und grafisch auf jeder Baugruppe darzustellen. Ebenso ihre physikalische Lage.
- Möglichkeit Reports zu generieren bezogen auf den Testzugriff, Testprogrammabdeckung und Statistik über die getesteten Lose (Cp/Cpk, GR&R), um die Qualität zu evaluieren und um die Zuverlässigkeit nachzuweisen.
Auf Grund der Eigenschaften der Baugruppe sind einige Messungen besser geeignet als andere und deswegen hier nochmals einige Beispiele:
- Testen zur Reparatur von Baugruppen mit analoger/digitaler Mischtechnologie: in diesem Fall ist es wichtig, netzorientierte Messtechniken am Tester zu haben, die analoge und digitale Signaturmessungen realisieren können, mit oder ohne Spannungsversorgung für die Baugruppe, selbst bei fehlenden CAD Entwicklungsinformationen über den Prüfling.
- Produktionstest an digitalen Baugruppen: in diesen Fall ist es notwendig, dass der Tester mit zusätzlichen Flying Probes ausgestattet ist, die Verlötung eines ICs zu detektieren, die den Effekt der kapazitiven Überkopplung verwendet und ohne Bauteilebibliothek auskommt (so genannte vektorlose Techniken).
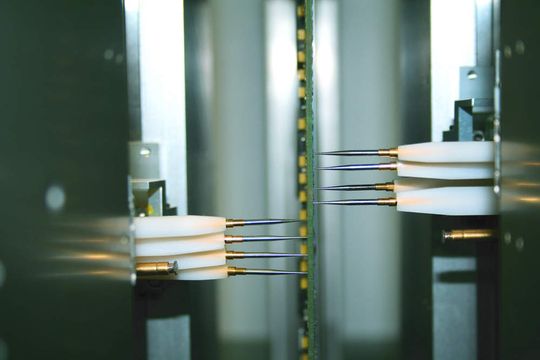
- Testen von kleinen/mittleren Produktionsserien: um die Testzeit für diese Art von Serien zu reduzieren und nicht nur für Prototypen, sind die empfehlenswertesten Systeme mit mehreren Probes (8 sind ideal) ausgestattet, die einen Paralleltest zur gleichen Zeit an zwei identischen Baugruppen durchzuführen.
Heutzutage kann ein guter Flying Prober einen In-Circuit-, Funktions- AOI und Boundary Scan Test aber auch ein On-Board-Programmieren von digitalen Komponenten realisieren und selbst Reverse-Engineering-Operationen (Zurückgewinnung des elektrischen Schaltplanes ohne CAD Daten) sind möglich.
Flying Prober gleichen Probleme aus
Zu Beginn musste der Flying Prober seine mechanischen Fähigkeiten bezüglich Genauigkeit und Wiederholbarkeit der Probe-Positionierung beweisen. Außerdem müssen Flying Probers unterschiedliche Probleme wie fehlende Testpunkte, Time Bonds (Prototypen in Echtzeit testen) oder inkomplette Ausgangsdaten (fehlende CAD-Daten) ausgleichen. Unterschiedliche Architekturen können für unterschiedliche Anwendungen besser passen und es ist nicht ein einziger Flying Prober ATE ideal für jede Architektur.
*Bernd Hauptmann ist Geschäftsführer bei Seica Deutschland in Benediktbeuern.
(ID:270469)
:quality(80)/p7i.vogel.de/wcms/2b/6b/2b6b15dd45ba688abde2aa441320b88c/0132065385v2.jpeg "Pilot S20: Er kam Ende der 1990er-Jahre auf den Markt und war die direkte Weiterentwicklung des allerersten Pilot-Systems von 1995. Mit dem Modell schaffte Seica den internationalen Durchbruch gegen die großen Player wie GenRad oder Teradyne. (Bild: Seica)")
:quality(80)/p7i.vogel.de/wcms/4f/22/4f2287af1f07561a5703d6a20f39494b/0128418964v2.jpeg "Göpel integriert Boundary Scan in Takayas Flying Prober APT-2600FD.
(Bild: Göpel)")