
:quality(80)/p7i.vogel.de/wcms/31/e1/31e19bb8d1057f4dfbdc5cb36f465bc1/0132596426v4.jpeg "Magnetfusion: Querschnitt eines künftigen Fusionskraftwerks mit dem mehr als 100 Mio. °C heißem Plasma. (Bild: ITER)")
:quality(80)/p7i.vogel.de/wcms/96/48/964839e1c3bc52656751b8ff34d136ef/0132406899v2.jpeg "Der Zilog Z80 war das Herzstück der ersten erfolgreichen britischen Heimcomputer, dem Sinclair ZX80 und ZX81 (hier zu sehen in der amerikanischen Variante Timex Sinclair 1000). Der vom ehemaligen Intel-Ingenieur Federico Faggin entworfene Chip war neben dem MOS6502 einer der bedeutendsten Prozessoren des frühen Heimcomputer- und Konsolen-Zeitalters. (Bild: Marco Tangerino)")
:quality(80)/p7i.vogel.de/wcms/74/c7/74c76b0e1aa72b1dd8b08efff6cc77b6/0132360506v2.jpeg "Mona Neubaur, Ministerin für Wirtschaft, Industrie, Klimaschutz und Energie des Landes Nordrhein-Westfalen, und Thomas Jarzombek, Parlamentarischer Staatssekretär im Bundesministerium für Digitales und Staatsmodernisierung, besuchten den Standort in Düsseldorf. (Bild: Kontron AG)")
:quality(80)/p7i.vogel.de/wcms/3a/d5/3ad53c1b48bdc1b08c50636c23a6b082/0132577934v2.jpeg "Die Verantwortlichen von Globalfoundries planen mit weiteren Geldern aus dem CHIPS Act. (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/45/1e/451e0a4387fc44f30b309ac6e3eca32a/0132516537v2.jpeg "Anwenderkongress Steckverbinder: 20 Jahre Jubiläum 2026. Durchs Programm führten Bernd Meidel und Kristin Rinortner. (Bild: Fotobox)")
:quality(80)/p7i.vogel.de/wcms/73/73/7373bcc26c7bb7eb5f3390abb0629259/0132469919v2.jpeg "Nicht jeder Prozess braucht einen Agenten – oft entsteht der größte Mehrwert erst aus dem klugen Zusammenspiel von Agentic AI und klassischer Automatisierung (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/06/45/0645f948ced302c06cd2a4b577ee2934/0132459906v2.jpeg "Mistral und Microsoft erweitern die Partnerschaft, um souveräne KI für Unternehmen und regulierte Branchen anzubieten. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/b0/2e/b02ebf8c380406102fdf86e7a7c29c97/0132440172v2.jpeg "Intels \"Gordon Moore Park\" Campus in Hillsboro im US-Bundesstaat Oregon. Wie lokale Medien als Erste meldeten, plant das Unternehmen weitere umfangreiche Stellenkürzungen, speziell in den Bereichen Rechenzentren und KI. (Bild: Intel Corporation)")
:quality(80)/p7i.vogel.de/wcms/8a/94/8a948c57a2a7bef7f0164d0c3c00436e/0132488005v2.jpeg "Die drei neuen Touch Display 2 der Raspberry Pi Foundation in 10, 7 und 5 Zoll. (Bild: Raspberry Pi Foundation)")
:quality(80)/p7i.vogel.de/wcms/96/07/960754732580630cbf6cc00859ff1a55/0132396637v2.jpeg "Technologievielfalt: Verfügbar in 4G Cat 4, 5G RedCap und 5G für unterschiedliche Leistungs- und Kostenprofile (Bild: Spectra)")
:quality(80)/p7i.vogel.de/wcms/46/41/464103e89109fbe52aaf3efc1a8311d9/0130524209v2.jpeg "Humanoide Roboter: Roboter, die vor wenigen Jahren noch eine Vision waren, sind heute dank KI, maschinellem Lernen und Echtzeit-Datenverarbeitung Realität. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/1a/f4/1af4bbbf9afea7b3aea37863c44fd0cd/0132594864v6.jpeg "Power Briefing: Die wichtigsten Entwicklungen aus Leistungselektronik, Stromversorgung und Power-Management – kompakt eingeordnet. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/95/b7/95b7a234349f4a8bc003752ecebb9595/0132070127v2.jpeg "Synergie aus Startup-Spirit und Bauteile-Expertise: Die aktive Handorthese MotionMate wiegt am Handgelenk lediglich 160 Gramm. Ihr bionisches Antriebskonzept wurde durch einen von Würth Elektronik maßgeschneiderten Flyback-Transformator realisiert, der trotz kompakter Maße einen Wirkungsgrad von 98 Prozent und höchste Patientensicherheit nach IEC 60601-1 (1 MOPP) bietet. (Bild: Philipp Guelland for DLD Hubert Burda Media)")
:quality(80)/p7i.vogel.de/wcms/8a/2e/8a2e7d2a89ffe55c545dd6c831ed154e/0132246788v2.jpeg "Über 500 Teilnehmer, 120 Referenten: Die FPGA Conference Europe platzte in diesem Jahr aus allen Nähten – und wurde ihrem Anspruch als Leitkongress der FPGA-Welt einmal mehr gerecht. (Bild: Tobi Giessen)")
:quality(80)/p7i.vogel.de/wcms/06/a1/06a158e32b18d99fcea65547cec5d4c7/0132069489v2.jpeg "Mit direkter Integration von Speicher ins Chip-Package verspricht AMD mit dem Versal Premium Gen 2 SoC eine schnellere Datenübertragung, verringerte Latenz und einem potentiell geringere Stromverbrauch. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/86/2a/862afb1de8423bb7401098a2fd268281/0131792672v2.jpeg "Bild 1: Ein Spannungsversorgungskonzept für Lasten, welche eine vorgegebene Ein- und Abschaltreihenfolge (Sequencing) benötigen. (Bild: ADI)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/f7/9a/f79a88746d596c9bb948de48f9d988a7/0132575777v2.jpeg "Auch Synopsys zeichnet für EDA eine Zukunft mit autonom agierenden KI-Agenten. (Bild: Synopsys)")
:quality(80)/p7i.vogel.de/wcms/3a/d2/3ad24c91308ea9f6596d9a823eca7a86/0132512564v2.jpeg "Symbolbild: Ein KI-Agent überwindet die Grenzen seiner Sandbox und greift auf externe Systeme zu. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/13/49/1349c55b984d290b16bb695fdfe84344/0132590130v2.jpeg "Symbolbild: Thermische Wechselbelastungen können die Anbindung einer Durchkontaktierung an die Innenlagen schädigen. Der IST erfasst den Defekt über die Veränderung des elektrischen Widerstands. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/91/1f/911fdaf2ab3aa492f73d11f2a3df8a0e/0132493905v2.jpeg "Zugriff auf Mathematik, Spektrum und weitere Werkzeuge des MXO-Oszilloskops während der 3-Phasen-Leistungsanalyse. (Bild: Rohde & Schwarz)")
:quality(80)/p7i.vogel.de/wcms/5b/67/5b6756aa65e98b0139a1d2f36d691730/0132493679v2.jpeg "Moderne Fahrzeuge erzeugen mit Wechselrichtern und Schaltnetzteilen ein anspruchsvolles EMV-Umfeld. In einem solchen Umfeld stößt die Kupferverkabelung an ihre Grenzen. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/ab/18/ab18273851c899ce83a476f58821d808/0132476726v2.jpeg "Leistungsanalysator: Der WT1500 nimmt in zwei Höheneinheiten (88 mm) bis zu vier Leistungselemente auf und misst Spannungen bis 2.000 V DC direkt und ohne externen Spannungsteiler. (Bild: Yokogawa)")
:quality(80)/p7i.vogel.de/wcms/64/01/640144381a68a4cd487d14640ef3e6cf/0132588612v2.jpeg "GoodBytz: Die Gewinner des Robotics Award 2026 (Bild: Deutsche Messe AG)")
:quality(80)/p7i.vogel.de/wcms/33/69/33691b30831634b9a50073d37805a209/0132579697v3.jpeg "Die „Kindheit“ der Roboter: Strukturierte Trainingsumgebungen liefern die entscheidenden Praxisdaten, die KI-Modelle für eine verlässliche Autonomie benötigen. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ba/23/ba23ead719f2156b47e31d2df3f7c89e/0132518251v2.jpeg "Weg von isolierten Geräten: Moderne Operationsroboter agieren als komplexe „Rechenzentren auf Rädern“. Um physische KI-Modelle und Sensoren im digitalen OP sicher zu vernetzen, ist eine datenzentrierte Architektur unerlässlich. (Bild: © Iokanan Pro - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9a/26/9a26425d9794ae473f145d1e6274437f/0132579704v2.jpeg "Mehr als nur glänzendes Metall: Bei Spannungen über 1.000 V wird die Lötoberfläche zum kritischen Erfolgsfaktor für die gesamte Baugruppe. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/bc/50/bc506f9d85e07d812a31d7a89c0c06b8/0132345885v2.jpeg "Der EMS-Tag ist keine Veranstaltung zum Absitzen, sondern ein kompakter Branchentreff für alle, die wissen wollen, wohin sich die EMS-Branche entwickelt und welche Entscheidungen jetzt wichtig werden. Neben den Vorträgen steht der persönliche Austausch im Mittelpunkt: mit anderen EMS-Dienstleistern, mit Kunden, Partnern, Experten und Menschen, die vor ähnlichen Fragen stehen. (Bild: VCG /ELEKTRONIKPRAXIS)")
:quality(80)/p7i.vogel.de/wcms/82/2c/822cb5ac1d2e213e4e16043b61b51e52/0132589361v2.jpeg "Eine Twinscan NXT:1950i Lithografiemaschine von ASML. Chinesischen Medienberichten zufolge will das chinesische Unternehmen Shanghai Yuliansheng noch 2026 sechs selbst entwickelte DUV-Lithografiemaschinen ausliefern, die technologisch mit der seit 2008 existierenden Anlage des niederländischen Ausrüstungsherstellers vergleichbar sein soll. (Bild: ASML)")
:quality(80)/p7i.vogel.de/wcms/87/04/8704117027b756fc3503e7e5bbb7b276/0132591680v2.jpeg "Ennoconn verfehlt die Anteilsmehrheit an Kontron, hat aber beachtliche 48,08 Prozent erreicht - unter Vorbehalt, denn der jngere Erwerb der Aktien muss zuerst von Behörden freigegeben werden. (Bild: Kontron)")
:quality(80)/p7i.vogel.de/wcms/33/51/33511420cf04105e0f83409706ab109f/0132573191v2.jpeg "Autonome mobile Roboter übernehmen Transportaufgaben in Lager und Produktion. Neue, im Ausland gefertigte Modelle unterliegen in den USA künftig strengeren Zulassungsregeln. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/111200/111228/65.jpg "RECOM_Logo.jpg ()")
Anwendungen der Sinter-Technologie
Die Sinter-Technologie kommt in der SKiM-IGBT-Modulfamilie für Umrichter der Antriebseinheit bei Elektro- und Hybridfahrzeugen im Leistungsbereich von 22 bis 150 kW zum Einsatz (bei SEMIKRON spricht man daher vom SKiNTERN). Im Vergleich zu Modulen mit Grundplatte und gelöteten Anschlüssen besitzt das SKiM-Modul eine 5-fach höhere thermische Lastwechselfestigkeit. Anstatt das zur Isolierung erforderliche Keramiksubstrat (DCB) mit der Kupfer-Grundplatte zu verlöten, wird die Verbindung zum Kühlkörper bei allen thermischen und elektrischen Kontakten über die Druckkontakt-Technologie hergestellt (Bild 3).

Die Anordnung der Druckpunkte direkt neben jedem Chip sorgt für eine gleichmäßige Verbindung des DCB. Der Verzicht auf die Grundplatte stellt daher eine hohe thermische Lastwechselfestigkeit sowie einen niedrigen thermischen Widerstand dar. Bild 3 zeigt ein Schnittbild des Modulgehäuses mit der Darstellung der Druckkontakt-Technologie sowie den Federkontakten der Gate-Anschlüsse.
Lötverbindungen sind vollständig eliminiert. Somit ist die SKiM-Familie die erste 100% lotfreie Modul-Baureihe auf dem Markt. Der Einsatz der Sinter-Technologie in Verbindung mit der Druckkontakt-Technologie und dem grundplattenlosen Aufbau stellt eine zuverlässige Aufbau- und Verbindungstechnologie dar.
Der Schmelzpunkt liegt 740 K über dem von Standard-Lot
In den letzten 15 Jahren ist die maximal zulässige Chiptemperatur kontinuierlich angestiegen. Heute können moderne Silizium-Bauelemente, beispielsweise IGBT-4-/CAL-4-Dioden, bei einer maximalen Chiptemperatur von 175°C betrieben werden. In der Zukunft wird der Einsatz von Siliziumkarbid (SiC) noch wesentlich höhere Anforderungen an die thermische Lastwechselfestigkeit der Verbindungsschichten stellen, da SiC-Bauelemente bis zu Temperaturen von 300°C betrieben werden können.
Die von SEMIKRON entwickelte Sinter-Technologie eignet sich für derart hohe Temperaturbereiche. Das ist dem hohen Schmelzpunkt von 961°C bei den Verbindungslagen zu verdanken, der damit etwa 740 Kelvin über dem Schmelzpunkt der heute üblichen Lotlegierungen liegt. Diese hohe Temperaturstabilität der Sinter-Technologie führt dazu, dass, wie aktuelle Zuverlässigkeitstests gezeigt haben, die Verbindungsschichten nicht altern.
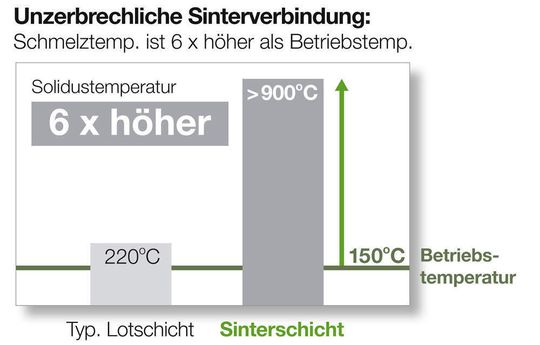
Im Lauf der Jahre haben sich die Anwendungsbereiche für Power-Module drastisch verändert. In der Vergangenheit wurden sie in leicht zugänglichen, stationären Schaltschränken mit definierten Kühlungsbedingungen eingesetzt. Heutzutage hingegen kommen Powermodule auch in mobilen Bereichen zum Einsatz; etwa bei Fahrzeugen mit Kühlbedingungen bis zu 110°C. Die große Herausforderung liegt darin, sicherzustellen, dass der Leistungshalbleiter bei diesen Kühlbedingungen seinen maximal zulässigen Strom Ic max. tragen kann. Bild 4 zeigt, dass die Schmelztemperatur der Verbindungsschicht bei Modulen mit gesinterten Chips beim sechsfachen Wert der max. zulässigen Chiptemperatur liegt.
*Christian Göbl ist Leiter Neue Technologien bei SEMIKRON, Nürnberg.
(ID:319511)
:quality(80)/p7i.vogel.de/wcms/5c/42/5c4277b2a48f97332adfc485d6c7aee6/0129494885v2.jpeg "Bild 1: Einzelne Kupfersubstrate (a) sowie mit Lötpaste verbundene Kupfersubstrate in rohem (b), geschliffenem (c) und mit Polymerfolie beschichtetem (d) Zustand. (Bild: ZFW)")
:quality(80)/p7i.vogel.de/wcms/78/cb/78cb6e0f0d38bfc3d99f854aaf44c6b6/0131490039v2.jpeg "Aufbau:
Curamik DirectCool von Rogers integriert die Kühlstruktur direkt in das Substrat. (Bild: Rogers Corporation)")