:quality(80)/p7i.vogel.de/wcms/d8/78/d878b7bfc23826e6ddfce42443836d28/0130384280v2.jpeg "Jensen Huang bei einer Präsentation der GB200-Grace Blackwell Plattform: Der Gründer und CEO von Nvidia wurde für seinen Beitrag zum Vorantreiben von KI-Technologien mit dem Imec Lifetime Achievement Award 2026 ausgezeichnet. (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/e9/ce/e9ce137e87eccac328ec5504c586c477/0129711019v3.jpeg "Im Rahmen eines Entwicklungsprojekts wurden verschiedene bleireduzierte und bleifreie Kupfer-Beryllium-basierte Legierungskonzepte untersucht, die die Anforderungen an hohe Festigkeiten als auch eine hohe elektrische Leitfähigkeit erfüllen. (Bild: Materion)")
:quality(80)/p7i.vogel.de/wcms/68/46/684697b6eb687384e0d8c6803450401a/0130056395v2.jpeg "Das TUM RoboGym (powered by Neura) in der Planungsphase (Grafik). Die TU München und das Robotik Startup Neura Robotics planen, gemeinsam am Campus der TU München das weltgrößte Robotik-Trainingszentrum einzurichten. (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/88/a1/88a15070daae8c090f4256580cf8a61c/0130329906v2.jpeg "Hybride Netzwerke: Mit dem LiveLink Bluetooth NLC Gateway lassen sich Funk- und DALI-Komponenten in einem Netzwerk vereinen. (Bild: Trilux)")
:quality(80)/p7i.vogel.de/wcms/f7/90/f79070d95e48c6d1a5c77c5d05a7e4da/0130344018v1.jpeg "Auch große Player im Speichermarkt investieren nun Stark, um sich langfristig die Versorgung mit DRAM-Bausteinen zu sichern: Der taiwanesische Speicherhersteller Nanya Technology hat über eine Privatplatzierung von Aktien etwa 2,5 Mrd. US-$ eingefahren. Zu den Investoren zählen unter anderem Sandisk, Kioxia und Sk hynix, die sich hierüber eine langfristig garantierte Versorgung mit DRAM erhoffen. (Bild: Nanya Technology)")
:quality(80)/p7i.vogel.de/wcms/1b/bb/1bbb096db776f5ab19ff87fc7f86392f/0130318021v2.jpeg "Prototyp des neuartigen Sensorchips: ETH-Forschende haben ein Sensorsystem entwickelt, das produzierte Daten direkt im Chip fälschungssicher signiert und das unbemerkte Fälschen von Daten praktisch unmöglich machen soll. (Bild: Caroline Arndt Foppa / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/6a/42/6a423ced6604acf7d3eef8e4c0c2bd39/0130317237v4.jpeg "Mit der AGI-CPU wagt Arm nach eigenen Angaben einen \"historischen Schritt\": Das Unternehmen präsentiert sich mit dem auf KI in Rechenzentren abzielenden Prozesser erstmals als Anbieter eigener Chips, nicht nur als reiner IP-Lizenzgeber. (Bild: Arm)")
:quality(80)/p7i.vogel.de/wcms/a2/31/a2319b6d6b473424b275f6489bbce348/0130213768v2.jpeg "KI kann in China günstig arbeiten und die Ergebnisse rasant in alle Welt liefern. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/c2/88/c28805ea7b2261235475146a5b0c61f8/0130313028v2.jpeg "x86 trifft adaptive Logik: Auf der Messe demonstriert AMD die industrielle Vernetzung eines Node-RED-Gateways (links) mit Zynq-UltraScale+-Controllern (Mitte) und einer Soft-SPS auf Basis der Ryzen AI P100 Serie (rechts). (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/85/b0/85b0b32128f6d1968e975043f1e0b67b/0130342166v3.jpeg "Nahe am Versagen: Vier Aufnahmen derselben Messung, unterschiedlich eingefärbt – je heller, desto höher die mechanische Spannung im Material. An der Spitze des wachsenden Dendriten zeigt sich ein charakteristisches Fliegen-Muster. (Bild: Courtesy of Cole Fincher and Yet-Ming Chiang)")
:quality(80)/p7i.vogel.de/wcms/81/c0/81c03683c33cf69903df78a57145bcca/0130328599v2.jpeg "Solid-State-Transformatoren: Die Siliziumkarbid-Leistungshalbleiter von Infineon sollen den Wirkungsgrad, die Leistungsdichte und die Zuverlässigkeit der Halbleitertransformator-Plattform von DG Matrix verbessern. (Bild: Infineon Technologies AG)")
:quality(80)/p7i.vogel.de/wcms/6d/f0/6df06a1488ceb6357c287fee993fad65/0130161592v3.jpeg "Die weltweit erste voll funktionsfähige Quantenbatterie als Proof-of-Concept, entwickelt von CSIRO und seinen Kooperationspartnern, der University of Melbourne und dem RMIT. (Bild: CSIRO and collaborators, The University of Melbourne and RMIT)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/66/0c/660c31afa35398bac9be42f2be73fdc4/0129073529v2.jpeg "FPGAs lösen Performance-Engpässe, gelten aber in der Programmierung als schwer zugänglich. Die universelle Programmiersprache Livt soll die Hürde senken – korrekt, deterministisch und HDL-kompatibel. (Bild: Toby Giessen / VCG)")
:quality(80)/p7i.vogel.de/wcms/ba/e4/bae4e54395e5a53088060531ef99b814/0130359274v2.jpeg "Mit dem Fuse EDA AI Agent verfolgt Siemens EDA ein umfassendes Programm, alle Aspekte des Chipdesigns mit KI-Coworkern zu erleichtern, auch in Questa One. (Bild: Siemens EDA)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/ac/31/ac31fbd47f85c24ae7d13a73555c85e6/0130236430v2.jpeg "Mess- Module: Das Modul 720301 in Kombination mit dem SL2000 ermöglicht unter anderem RMS- und Leistungsberechnungen. (Bild: Yokogawa)")
:quality(80)/p7i.vogel.de/wcms/ef/a0/efa0d8af7bcf1d64636b877a04b853d9/0130136738v2.jpeg "Nigel unterstützt Ingenieure und Entwickler bei ihrer täglichen Arbeit. (Bild: Emerson NI)")
:quality(80)/p7i.vogel.de/wcms/bf/82/bf82f81061b759c454e15ec4c2e7560b/0130110139v2.jpeg "48 Volt im Fahrzeug: Ziel ist eine effiziente Energienutzung, einfache Integration sowie eine zuverlässige Leistung. Doch mit den Möglichkeiten kommen auch Probleme. (Bild: Leoni)")
:quality(80)/p7i.vogel.de/wcms/74/96/74964a7715c738a9e8b17681445ceed3/0130103633v2.jpeg "Zusammen mit dem Vektor-Netzwerkanalysator PNA/PNA-X kann der Lightwave Component Analyzer N4378A von Keysight optische Transceiver-Komponenten mit 1,6 T und darüber hinaus charakterisieren. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/2f/b5/2fb51bc9f8702faa2195070c97fe7754/0130349161v2.jpeg "Edge-KI für den Shopfloor: Siemens-CEO Roland Busch präsentiert einen Industrial Edge PC mit integrierter Nvidia-GPU, der als Echtzeit-Orchestrator für Flotten von SPSen dient. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/78/ab/78abfaed29756f96d23ae135f707026a/0130332461v2.jpeg "Zentrale in Ankara: Der Hauptsitz von NGX Storage befindet sich in der türkischen Hauptstadt. (Bild: NGX Storage)")
:quality(80)/p7i.vogel.de/wcms/b9/e5/b9e56a5eba2fbf56a6e3efac57f96dbb/0130345302v2.jpeg "Made in India: Angaben der India Electronics and Semiconductor Association (IESA) dürfte das Land in der Lage sein, bis Anfang 2027 zwischen 75 und 80 Millionen Chips produzieren zu können, sobald die derzeit im Bau befindlichen Anlagen ihren Betrieb aufnehmen. (Bild: Pixabay (Montage: Sebastian Gerstl))")
:quality(80)/p7i.vogel.de/wcms/9c/06/9c0651d3c2cec436277af3f698a6cf3f/0130342944v2.jpeg "Samsung-Standort im texanischen Taylor: Samsung Foundry plant Analystenmeldungen zufolge den Bau einer zweiten Wafer-Fab im US-Bundesstaat. (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/02/f8/02f84dfb1ad4ccfe94f3b4045bcee023/0130316909v2.jpeg "Der anhaltende Irankrieg und die Blockade der Straße von Hormus droht die bestehende Krise im Chipmarkt zu verschärfen: Der für die Fertigung wichtige Rohstoff Helium kann derzeit nicht aus Katar ausgeliefert werden. Vor allem südkoreanische Hersteller wie Samsung und SK Hynix, aber auch Hersteller in Taiwan sind dadurch betroffen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a2/b5/a2b54e377a6050b54acf8ac938b63ef8/0130318106v2.jpeg "NIS2: Die Richtlinie zwingt Unternehmen, ihre Produktionslandschaften systematisch zu erfassen und Risiken auf Basis realer Daten zu bewerten. (Bild: AMDT)")
:quality(80)/p7i.vogel.de/wcms/00/08/0008cc4b713f15ab39492f6c66b0485f/0130362942v2.jpeg "Wafer: Ein Symbolbild (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
Schablonendruck in der SMT-Fertigung Typische Fehlerquellen im Schablonendruckprozess vermeiden
Die Druckschablone macht an den Materialkosten einer elektronischen Baugruppe meist weit weniger als 1% aus. Doch die Schablonenqualität wirkt sich direkt auf die Nacharbeits- und Ausschusskosten aus. Die Nacharbeit kann sich auf etwa 25% der Fertigungskosten der Baugruppe belaufen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/68800/68851/65.jpg "Logo.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/5f/88/5f8847c90d2e4/50-mm.jpg "50-mm.jpg (Eurocircuits Group logo)")
„Es ist leider immer noch eine Tatsache, dass ca. 64% der in der SMT-Fertigung auftretenden Fehler auf mangelhafte Lötstellen zurückzuführen sind, die ihre Ursachen im Lotpastendruck haben“, stellt Thomas Lehmann von Christian Koenen mit Bedauern fest. Der Leiter CAD/CAM Kundenbetreuung weiß, wovon er spricht: Monatlich verlassen rund 2.000 Druckschablonen das in Ottobrunn bei München angesiedelte Werk. 95% der Schablonen produziert das Unternehmen für die SMT-Fertigung; die restlichen 5% wandern als Nischenprodukte in die Fertigung für die Fineline-, Wafer- und LTCC-Technik.
Wie viel Know-how in die Produktion von Druckschablonen fließt, sollen folgende Zahlen veranschaulichen: Eine für die Wafer-Produktion ausgelegte Schablone kann bis zu 325.000 Öffnungen ausweisen, die lediglich 80 bis 110 µm groß sind. Hochpräzise Laser in der Fertigung von Christian Koenen können diese Genauigkeit erreichen. Um „saubere Ausschnitte und damit einen präzisen Druck mit hohen Standzeiten“ zu erreichen wird unter anderem die maximale Schneidgeschwindigkeit der Laser auf bis zu 30% reduziert. Eine vollautomatische und hundertprozentige Schablonenkontrolle soll überdies die Anwesenheit, Größe und Position der Öffnungen gewährleisten. Bei einer so hohen Aperturenzahl reduziert sich der Materialanteil des Rohlings auf bis zu 30% – ein Hauch von einer Schablone bleibt bestehen.
Fehlerquellen minimieren
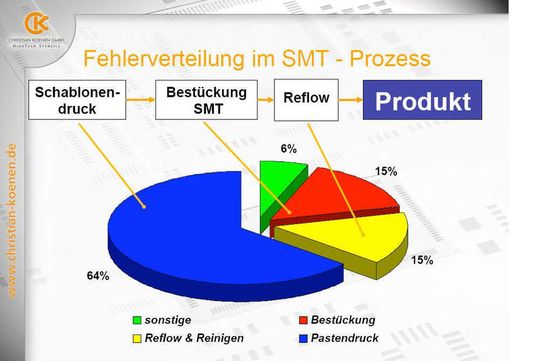
Im Verbund mit der Lotpaste und dem Drucker kann die Schablonentechnik allerdings die meisten Fehler in einer SMD-Bestückungslinie verursachen. Diese Fehlerquellen unterliegen verschiedenen Einflussgrößen: „Entscheidend für eine gute Lotpasten-Druckqualität sind das Equipment, die Druckparameter, die ausgewählten Materialien, der Bediener, dem von Kundenseite glücklicherweise jetzt wieder mehr Schulungen zuteil werden, und schließlich das Umfeld in der Produktion“, erläutert der Experte.
Gängige Fehlerschwerpunkte sind seiner Ansicht nach die Leiterplatte, der darauf zu verarbeitende Bauteilemix und allen voran das Layout der Schablone. Letztendlich werden Größe, Form und Position der Depots durch die Auslegung der Schablone bestimmt, d.h. durch ihren Werkstoff und ihre Dicke sowie Größe, Form und Qualität ihrer Öffnungen.
Die Oberflächenqualität der Leiterplatte ist ein wichtiges Kriterium

Als Schaltungsträger und als Basis aller Komponenten kommt der Leiterplatte eine große Bedeutung zu. Schade nur, dass beim Einkauf selbiger die Preispolitik eine wesentlich höhere Rolle spielt als die Qualität: „Leider ist unser Oberflächenscanner in unserem Applikationscenter im Dauereinsatz“, holt Thomas Lehmann aus um fortzufahren: „Wir bekommen derzeit sehr, sehr viele Platinen zu Prüfzwecken zugesandt, einfach weil beim Kunden kein guter Lotpastendruck gelingen will. Dabei stellen wir fest, dass 60 bis 80% der Leiterplatten, die diese Probleme zeigen aus Fernost kommen.“
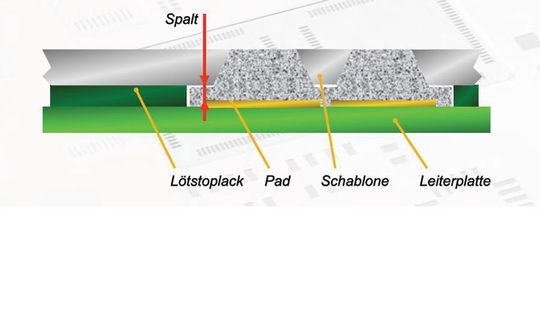
Das Resultat: Meistens liegt die Substratebenheit weit außerhalb der zulässigen Toleranzen. Diese Unebenheiten setzen eine Kettenreaktion in Gang. So verhindern sie die Abdichtung der Schablonenöffnungen durch die Pads und überdies können Unebenheiten aus Lötstopplack, Viafillings, Verunreinigungen usw. entstehen.
Für weitere Qualitätsbeeinträchtigung sorgt oft ein vorhandener Substratverzug. Durch Feuchtigkeit schwellen Substrate ungleich auf. Zudem verdrängen Ritzungen das Basismaterial und strecken so das Substrat. Immerhin: „Sind die Werte bekannt, können wir dies bei der Erstellung der Schablone entsprechend berücksichtigen“, versichert der Fachmann.
Artikelfiles und Artikellinks
(ID:313934)
:quality(80)/p7i.vogel.de/wcms/b8/90/b89095388e24d5ab4a389f915c2af1bb/0125976370v2.jpeg "Kleinste Bauteile fordern höchste Präzision bei der Bestückung – und stellen besondere Anforderungen an die Fertigung. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/77/63/7763e7594298c2196be199e8979860be/0129253081v2.jpeg "Die SMD-Schablonen der Produktlinie Basic Plus von Photocad sind künftig innerhalb von sechs Stunden fertig. (Bild: Photocad)")