
:quality(80)/p7i.vogel.de/wcms/4e/86/4e867aaba2db945a9335b9cfbdc4638b/0132057394v4.jpeg "Apollo Guidance Computer: Der Computer, der die Mondmission steuerte, setzte einen Benchmark hinsichtlich Miniaturisierung und Zuverlässigkeit. (Bild: US National Air and Space Museum / Smithsonian / NASA)")
:quality(80)/p7i.vogel.de/wcms/ea/97/ea9733f0d2fb2f44c1d92fc6210f4503/0132037890v2.jpeg "IBM hat den nach eigenen Angaben ersten Testchip vorgestellt, der in einer (äquivalenten) Strukturgröße von 7 Angström gefertigt wurde. Das Unternehmen beschreitet mit dem Nanostack genannten 3D-Fertigungsansatz andere Wege als etwa Intel oder TSMC. (Bild: IBM)")
:quality(80)/p7i.vogel.de/wcms/c9/7d/c97d0bacc35f455e05a0a4e9e6b70b2d/0132013047v2.jpeg "Mit der Gigaquop-Klasse will Quera Quantencomputer anbieten, die 1.000-mal so viele Operationen ausführen können. (Bild: Quera)")
:quality(80)/p7i.vogel.de/wcms/ff/f9/fff9a81cdc32017f8a772940b78f1d86/headerbild-standortmarketing-michael-20stabentheiner-robotics-lakeside-20parkv1.jpeg "Forschung und Anwendung greifen in Kärnten eng ineinander: Robotik, Automatisierung und KI werden gemeinsam mit Industriepartnern weiterentwickelt. (Bild: Standortmarketing Kärnten / Michael Stabentheiner)")
:quality(80)/p7i.vogel.de/wcms/86/2a/862afb1de8423bb7401098a2fd268281/0131792672v2.jpeg "Bild 1: Ein Spannungsversorgungskonzept für Lasten, welche eine vorgegebene Ein- und Abschaltreihenfolge (Sequencing) benötigen. (Bild: ADI)")
:quality(80)/p7i.vogel.de/wcms/75/cd/75cd68cb72cd593123547b08b0230de9/0132045388v2.jpeg "Haben Samsung, Sk Hynix und Micron ihre dominierende Stellung im Speichermarkt genutzt, um DRAM-Vorräte künstlich zu verknappen und damit stark ansteigende Preise zu rechtfertigen? In Kalifornien haben Verbraucher diesen Vorwurf erhoben und deswegen ein kartellrechtliches Verfahren per Sammelklage angestoßen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d6/81/d681b25217a05c3c26fc6c030e11b9e3/0132035853v2.jpeg "HBM4E-Speicherbausteine von Samsung: Samsung und SK Hynix sind die treibenden Kräfte hinter einer der größten Halbleiteroffensiven in Südkorea. Lokalen Medienmeldungen zufolge planen die beiden Speicherhersteller Investitionen von bis zu 2 Billiarden Won vor (umgerechnet rund 1,3 bis 1,4 Billionen US-Dollar oder 1,2 Billionen Euro). (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/64/b8/64b8198bed73fbd62c86a9a0aad8a414/0132008979v2.jpeg "OpenAI-CEO Sam Altman (links) und Broadcom-Chef Hock Tan (rechts) bei der gemeinsamen Vorstellung des gemeinsam entwickelten KI-Chips. (Bild: OpenAI)")
:quality(80)/p7i.vogel.de/wcms/67/b2/67b245336515275479705d500b1bc74f/0132006001v2.jpeg "Produktivitätsparadoxon: KI beschleunigt die Codeerstellung, doch Kontrolle, Nachverfolgbarkeit und Governance werden laut Gitlab's AI Accountability Report zum neuen Engpass im Software-Lieferprozess. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/4d/62/4d62c95f3916b63435550f76ade9c18f/0132034010v2.jpeg "Dezentrale Infrastruktur: In ländlichen Regionen mit schwankender Netzabdeckung müssen Füllstandssensoren an Industrie-Tanks besonders robust und gleichzeitig energiesparend funken. (Bild: Burger Engineering GmbH)")
:quality(80)/p7i.vogel.de/wcms/5b/6b/5b6b51da740a390c6404d33e5fad1c69/0131954057v1.jpeg "Auszug aus den vorhandenen Editor-Erweiterungen der Open VSX Registry: Der Schwerpunkt von Entwicklungsumgebungen verschiebt sich zunehmend von lokalen Tools hinaus in externe Infrastrukturen. Das hat jedoch spürbare Auswirkungen auf Entwicklungsprozesse selbst. (Bild: Open VSX Registry)")
:quality(80)/p7i.vogel.de/wcms/2d/d7/2dd7bbfc4efb3a470e7c5e8ef6fb2c1d/0132028394v2.jpeg "Schnittstelle zur Kreislaufwirtschaft: Über einen Scan erhalten Hersteller, Recycler und Behörden künftig Zugriff auf alle relevanten Daten des digitalen Batteriepasses. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/c4/14/c414e36acae0acbfc2f3daab2a6b43d7/0132022821v2.jpeg "Das HZB-Team betreibt am HZB ein Freiluftlabor, wo ganz verschiedene Solarzellen unter realen Bedingungen Monate oder Jahre lang Wind und Wetter ausgesetzt sind. (Bild: Silvia Steinbach)")
:quality(80)/p7i.vogel.de/wcms/06/a1/06a158e32b18d99fcea65547cec5d4c7/0132069489v2.jpeg "Mit direkter Integration von Speicher ins Chip-Package verspricht AMD mit dem Versal Premium Gen 2 SoC eine schnellere Datenübertragung, verringerte Latenz und einem potentiell geringere Stromverbrauch. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/5b/75/5b758a6d983e2380da34de7bd474d422/0131438570v2.jpeg "AMD Zynq Ultrascale+ MPSoC ZCU102 Evaluierungskit: Ob als fertiges System oder zur Vorevaluierung, die Implementierung eines RISC-V-Softcores auf einem FPGA kann sich mituner schwieriger gestalten als gedacht. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/f1/5f/f15fac232d70cc5d3b3b889500ecd880/0132049099v2.jpeg "SMT: Die Entwicklung der SMT-Technik veränderte die Elektronikfertigung grundlegend, da keine bedrahteten Bauelemente verwendet werden. (Bild: © Nataliia - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/0f/c4/0fc4f1c68ab438a1b827685f52aac47b/0131898344v2.jpeg "Die Electronica 2026 zeigt Technologien für resiliente Elektronik. (Bild: Messe München GmbH)")
:quality(80)/p7i.vogel.de/wcms/e8/42/e842dfba0064a29978935733ebc89eb0/0131831278v2.jpeg "Während Desktop-Systeme heute standardmäßig mit Exploit-Mitigation-Mechanismen abgesichert sind, fehlen vergleichbare Schutzmaßnahmen in vielen Embedded Devices noch immer. Das macht vernetzte Geräte im Feld zu einem attraktiven Angriffsziel und verschärft den Handlungsdruck für Hersteller. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/3a/1c/3a1ca81929d80cf3b370c68f1856d76d/0132041787v2.jpeg "Prof. Dr. Markus Bender bei der Einweihung der neuen e-Line-Elektronenstrahl-Lithografie-Anlage. (Bild: Hochschule RheinMain)")
:quality(80)/p7i.vogel.de/wcms/75/5d/755d64e80b937bba9d60a04ec23fab91/0132007458v2.jpeg "Die AC/DC-Sonden CT6704 und CT6705 von Hioki sind in der Lage, auch bei längeren Messreihen eine stabile Nulllinie zu halten. (Bild: Hioki)")
:quality(80)/p7i.vogel.de/wcms/68/63/68634088aef62ad2c0d79834a39cf099/0131984998v2.jpeg "Für photonisch integrierte Schaltungen (PICs) arbeiten Advantest und Openlight zusammen, um eine hybride Testumgebung für elektrische und photonische Tests zu entwickeln. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/2c/05/2c05adc30b1bb9116c6bc4599cd718a7/0131969461v2.jpeg "Die bewährte Pilot V8 basiert nun auf der neuen, offenen OPERA-Plattformarchitektur von Seica. (Bild: Seica)")
:quality(80)/p7i.vogel.de/wcms/9f/38/9f38a19f3f7d7ea851b6b7ed9db2b9c5/0132044695v2.jpeg "Robotersysteme, die Bewegungsbefehle des Chirurgen hochpräzise, in Echtzeit und millimetergenau umsetzen und dabei auch feinstes Zittern herausfiltern können, sind bereits erfolgreich in Kliniken im Einsatz. Nun verspricht die Kombination dieser Technik mit Datenbrillen einen weiteren Innovationsschub. (Bild: Universitätsklinikum Leipzig I Lilly Schmidt)")
:quality(80)/p7i.vogel.de/wcms/68/05/680565ec117aa283bdd5d851d35c9b02/0132041131v2.jpeg "Theorie vs. Praxis: Warum ehrgeizige KI-Initiativen in der industriellen Realität oft an mangelnder Datenqualität und Praxistauglichkeit scheitern. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/37/06/3706624fcc6fce8bd86fe8405c656274/0131986045v2.jpeg "Symbolbild: Ein autonomer Mini-Roboter kartografiert die Umgebung. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/ee/69/ee6946ad51e7b3bc43fde641c2619fab/0132052556v2.jpeg "Göpel hat das Werkerassistenzssystem Multi Line Assist um Funktionen erweitert. (Bild: Göpel Electronic)")
:quality(80)/p7i.vogel.de/wcms/a4/51/a4511a6a3fe8ba911faa80019131db52/0132009230v3.jpeg "Electronic Manufacturing Services: Das bedeutet heutzutage höchste Kompetenz in der Elektronikproduktion zu zeigen – von der Leiterplattenbestückung mit Pick-and-Place- Automaten zum Setzen von kleinsten Bauteilen auf Platinen über Kabelkonfektionierung bis zum kompletten Systembau inklusive Hard- und Softwareentwicklung. Incap ist einer der größten europäischen Full-Service-Anbieter in Sachen Elektronik. (Bild: Incap)")
:quality(80)/p7i.vogel.de/wcms/5d/b8/5db877ee4751822398d04dc32053752e/0132042223v2.jpeg "Ausrichtung auf Physical AI: Mit der Übernahme von Synaptics will sich On Semiconductor an der Schnittstelle zwischen den Bereichen Leistungselektronik (Power), Sensorik, vernetztem Computing und Steuerung positionieren. (Bild: On Semiconductor)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/68800/68851/65.jpg "Logo.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/5f/88/5f8847c90d2e4/50-mm.jpg "50-mm.jpg (Eurocircuits Group logo)")
Mit einem großen Bauteilemix steigen die Layoutansprüche
„Mischbestückungen“ bringen es auf den Punkt: Derzeitige IC-Baugrößen wie µBGAs, QFNs und WCSPs mit einem Raster von 0,5 mm stellen keine Herausforderung mehr dar. Die sandkorngroße Bauform 01005 kommt derzeit noch kaum in Serie zum Einsatz, allerdings besteht reges Interesse diese Bauform in künftigen Applikationen zu verwenden. Dem gegenüber stehen großflächige Bauteile, Masseanschlüsse und andere exotische Komponenten. Sonderprozesse wie THR runden die Bestückvielfalt ab, die mittels Schablonentechnik allerdings nicht so ohne Weiteres auf einen Nenner zu bringen ist.
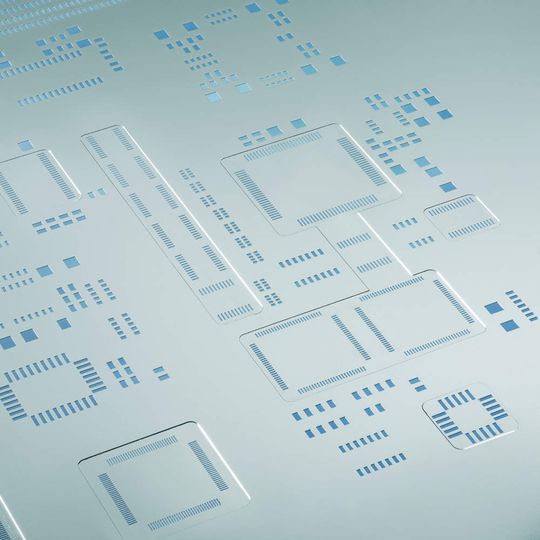
Die in einem patentierten Spezialverfahren hergestellte Stufenschablone vermag durch ihre Eigenschaften − genau definierte Materialstärke von ±2 bis 3 μm, exakte Padgeometrien und Positionen von ebenfalls ±2 bis 3 μm zwischen den verschiedenen Bereichen − einen hohen Bauteilemix in der Serienfertigung, der auch die Sandkorngröße 01005 enthalten darf, zu berücksichtigen. Jedoch: „Mit diesem starken Bauteilemix ergeben sich noch höhere Layoutansprüche als bisher“, erklärt er.
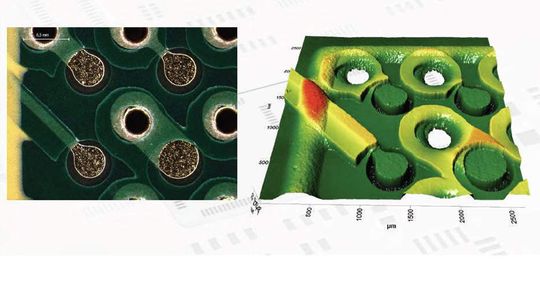
Der Teufel steckt bekanntlich im Detail. Insbesondere bei QFNs ist eine Layoutoptimierung für die Schablonentechnik nötig. Genauer: Es muss eine Anpassung der Pastenmengen zwischen Massefläche und den I/O-Pads erfolgen. Bei Strukturbreiten von 300 µm ist dies „eine echte Herausforderung“. Zeitgleich gilt es, die Layoutberechnung für Durchkontaktierungen zu verfeinern. Eine Layoutkontrolle soll zwar die Fehlerursachen minimieren und am besten ausmerzen, doch dafür ist langjährige Erfahrung und Know-how nötig, worauf mancher Kunde im eigenen Haus nicht zurückgreifen kann. Letztlich will auch der richtige Umgang mit der Stufenschablone gelernt sein, mahnt der Experte.
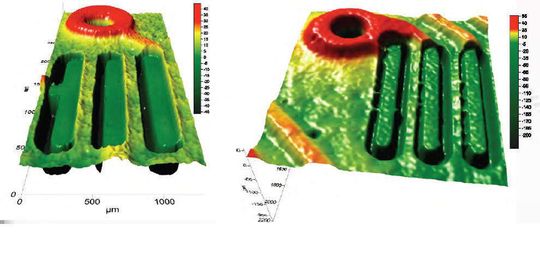
Ein weiterer Aspekt: Beim Schablonendesign bestimmen Form und Größe der Schablonenöffnungen das Volumen und die Gleichförmigkeit der gedruckten Lotpastendepots. Daher ist hohe Sorgfalt beim Layout unerlässlich. Wesentliche Faktoren wie die richtige Wahl der Öffnungsdesigns, der Materialstärke und des Herstellungsverfahrens entscheiden über die Schablonengüte. Dabei kommen Designregeln wie das Flächenverhältnis (bedruckte Fläche in Relation zur Wandungsfläche der Öffnung) genauso zum Tragen wie die als Aspektverhältnis bezeichnete Öffnungsweite in Relation zur Schablonenstärke. Zudem ist die für die theoretischen Stufenabstände zugrunde gelegte IPC-Norm 7525A laut Lehmann „etwas veraltet“, denn: „Ab 50 µm Stufenhöhe endet der lineare Zusammenhang.“
Artikelfiles und Artikellinks
(ID:313934)
:quality(80)/p7i.vogel.de/wcms/b8/90/b89095388e24d5ab4a389f915c2af1bb/0125976370v2.jpeg "Kleinste Bauteile fordern höchste Präzision bei der Bestückung – und stellen besondere Anforderungen an die Fertigung. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/77/63/7763e7594298c2196be199e8979860be/0129253081v2.jpeg "Die SMD-Schablonen der Produktlinie Basic Plus von Photocad sind künftig innerhalb von sechs Stunden fertig. (Bild: Photocad)")