
:quality(80)/p7i.vogel.de/wcms/bc/cf/bccf2b641c08cce421cca93826e00630/0132041722v2.jpeg "Figure 03 im Einsatz: Dank taktiler Sensoren und Kameras in den Händen sequenziert der Roboter angelieferte Bauteile für die Montage. (Bild: BMW)")
:quality(80)/p7i.vogel.de/wcms/4e/86/4e867aaba2db945a9335b9cfbdc4638b/0132057394v4.jpeg "Apollo Guidance Computer: Der Computer, der die Mondmission steuerte, setzte einen Benchmark hinsichtlich Miniaturisierung und Zuverlässigkeit. (Bild: US National Air and Space Museum / Smithsonian / NASA)")
:quality(80)/p7i.vogel.de/wcms/ea/97/ea9733f0d2fb2f44c1d92fc6210f4503/0132037890v2.jpeg "IBM hat den nach eigenen Angaben ersten Testchip vorgestellt, der in einer (äquivalenten) Strukturgröße von 7 Angström gefertigt wurde. Das Unternehmen beschreitet mit dem Nanostack genannten 3D-Fertigungsansatz andere Wege als etwa Intel oder TSMC. (Bild: IBM)")
:quality(80)/p7i.vogel.de/wcms/5c/c0/5cc0a47455a03ff3097fd67b20e73405/0132071239v3.jpeg "Strommesswiderstände:
ein zunehmend systemkritisches Bauteil in moderner Leistungselektronik. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f3/d7/f3d7ac89ba0a14dcb3df7abba711d7b2/0132062722v2.jpeg "Höhere Auflösung: Valeo hat eine Sensorplattform entwickelt, die eine 50-fach höhere Auflösung bietet. Erkannt werden nicht nur statische Objekte, sondern das System erstellt eine detaillierte Umfeldkarte. (Bild: Valeo)")
:quality(80)/p7i.vogel.de/wcms/17/ed/17ed0e394270e22e06e9c68ca3dfb19e/0132061205v2.jpeg "Cold-Plate-Kühlung im Detail: Für komplett lüfterlose Serverumgebungen hat Solidigm ein flüssigkeitsgekühltes SSD-Design entwickelt, das die extreme Abwärme hochverdichteter KI-Speichersysteme per Direktkontakt (Direct-to-Chip) abführt. (Bild: Solidigm)")
:quality(80)/p7i.vogel.de/wcms/d6/81/d681b25217a05c3c26fc6c030e11b9e3/0132035853v2.jpeg "HBM4E-Speicherbausteine von Samsung: Samsung und SK Hynix sind die treibenden Kräfte hinter einer der größten Halbleiteroffensiven in Südkorea. Lokalen Medienmeldungen zufolge planen die beiden Speicherhersteller Investitionen von bis zu 2 Billiarden Won vor (umgerechnet rund 1,3 bis 1,4 Billionen US-Dollar oder 1,2 Billionen Euro). (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/64/b8/64b8198bed73fbd62c86a9a0aad8a414/0132008979v2.jpeg "OpenAI-CEO Sam Altman (links) und Broadcom-Chef Hock Tan (rechts) bei der gemeinsamen Vorstellung des gemeinsam entwickelten KI-Chips. (Bild: OpenAI)")
:quality(80)/p7i.vogel.de/wcms/d2/4c/d24c7dcb6940c64c364db64bdab4b761/0132070868v2.jpeg "Innodisks EXMP-Q911 COM-HPC Mini kombiniert Qualcomm Dragonwing mit bis zu 100 TOPS KI-Leistung für industrielle Edge-AI-Systeme. (Bild: Innodisk)")
:quality(80)/p7i.vogel.de/wcms/4d/62/4d62c95f3916b63435550f76ade9c18f/0132034010v2.jpeg "Dezentrale Infrastruktur: In ländlichen Regionen mit schwankender Netzabdeckung müssen Füllstandssensoren an Industrie-Tanks besonders robust und gleichzeitig energiesparend funken. (Bild: Burger Engineering GmbH)")
:quality(80)/p7i.vogel.de/wcms/86/2a/862afb1de8423bb7401098a2fd268281/0131792672v2.jpeg "Bild 1: Ein Spannungsversorgungskonzept für Lasten, welche eine vorgegebene Ein- und Abschaltreihenfolge (Sequencing) benötigen. (Bild: ADI)")
:quality(80)/p7i.vogel.de/wcms/2d/d7/2dd7bbfc4efb3a470e7c5e8ef6fb2c1d/0132028394v2.jpeg "Schnittstelle zur Kreislaufwirtschaft: Über einen Scan erhalten Hersteller, Recycler und Behörden künftig Zugriff auf alle relevanten Daten des digitalen Batteriepasses. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/c4/14/c414e36acae0acbfc2f3daab2a6b43d7/0132022821v2.jpeg "Das HZB-Team betreibt am HZB ein Freiluftlabor, wo ganz verschiedene Solarzellen unter realen Bedingungen Monate oder Jahre lang Wind und Wetter ausgesetzt sind. (Bild: Silvia Steinbach)")
:quality(80)/p7i.vogel.de/wcms/06/a1/06a158e32b18d99fcea65547cec5d4c7/0132069489v2.jpeg "Mit direkter Integration von Speicher ins Chip-Package verspricht AMD mit dem Versal Premium Gen 2 SoC eine schnellere Datenübertragung, verringerte Latenz und einem potentiell geringere Stromverbrauch. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/5b/75/5b758a6d983e2380da34de7bd474d422/0131438570v2.jpeg "AMD Zynq Ultrascale+ MPSoC ZCU102 Evaluierungskit: Ob als fertiges System oder zur Vorevaluierung, die Implementierung eines RISC-V-Softcores auf einem FPGA kann sich mituner schwieriger gestalten als gedacht. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/f1/5f/f15fac232d70cc5d3b3b889500ecd880/0132049099v2.jpeg "SMT: Die Entwicklung der SMT-Technik veränderte die Elektronikfertigung grundlegend, da keine bedrahteten Bauelemente verwendet werden. (Bild: © Nataliia - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/0f/c4/0fc4f1c68ab438a1b827685f52aac47b/0131898344v2.jpeg "Die Electronica 2026 zeigt Technologien für resiliente Elektronik. (Bild: Messe München GmbH)")
:quality(80)/p7i.vogel.de/wcms/e8/42/e842dfba0064a29978935733ebc89eb0/0131831278v2.jpeg "Während Desktop-Systeme heute standardmäßig mit Exploit-Mitigation-Mechanismen abgesichert sind, fehlen vergleichbare Schutzmaßnahmen in vielen Embedded Devices noch immer. Das macht vernetzte Geräte im Feld zu einem attraktiven Angriffsziel und verschärft den Handlungsdruck für Hersteller. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/3a/1c/3a1ca81929d80cf3b370c68f1856d76d/0132041787v2.jpeg "Prof. Dr. Markus Bender bei der Einweihung der neuen e-Line-Elektronenstrahl-Lithografie-Anlage. (Bild: Hochschule RheinMain)")
:quality(80)/p7i.vogel.de/wcms/75/5d/755d64e80b937bba9d60a04ec23fab91/0132007458v2.jpeg "Die AC/DC-Sonden CT6704 und CT6705 von Hioki sind in der Lage, auch bei längeren Messreihen eine stabile Nulllinie zu halten. (Bild: Hioki)")
:quality(80)/p7i.vogel.de/wcms/68/63/68634088aef62ad2c0d79834a39cf099/0131984998v2.jpeg "Für photonisch integrierte Schaltungen (PICs) arbeiten Advantest und Openlight zusammen, um eine hybride Testumgebung für elektrische und photonische Tests zu entwickeln. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/2c/05/2c05adc30b1bb9116c6bc4599cd718a7/0131969461v2.jpeg "Die bewährte Pilot V8 basiert nun auf der neuen, offenen OPERA-Plattformarchitektur von Seica. (Bild: Seica)")
:quality(80)/p7i.vogel.de/wcms/fa/96/fa96acd55c4c136d3ca109a1ed5d4051/0132070830v2.jpeg "Die neue, kompakte Bestückungsplattform von Fuji Corporation. (Bild: Fuji Corporation)")
:quality(80)/p7i.vogel.de/wcms/ee/69/ee6946ad51e7b3bc43fde641c2619fab/0132052556v2.jpeg "Göpel hat das Werkerassistenzssystem Multi Line Assist um Funktionen erweitert. (Bild: Göpel Electronic)")
:quality(80)/p7i.vogel.de/wcms/3a/a5/3aa5ba2230f72a3fc789ce6971196105/0132081799v2.jpeg "Dr. Christian Fischer, ab 1. Juli 2026 Vorsitzender der Geschäftsführung der Robert Bosch GmbH; Dr. Stefan Hartung, bis 30. Juni 2026 Vorsitzender der Geschäftsführung der Robert Bosch GmbH. (Bild: Bosch)")
:quality(80)/p7i.vogel.de/wcms/5d/b8/5db877ee4751822398d04dc32053752e/0132042223v2.jpeg "Ausrichtung auf Physical AI: Mit der Übernahme von Synaptics will sich On Semiconductor an der Schnittstelle zwischen den Bereichen Leistungselektronik (Power), Sensorik, vernetztem Computing und Steuerung positionieren. (Bild: On Semiconductor)")
:quality(80)/p7i.vogel.de/wcms/75/cd/75cd68cb72cd593123547b08b0230de9/0132045388v2.jpeg "Haben Samsung, Sk Hynix und Micron ihre dominierende Stellung im Speichermarkt genutzt, um DRAM-Vorräte künstlich zu verknappen und damit stark ansteigende Preise zu rechtfertigen? In Kalifornien haben Verbraucher diesen Vorwurf erhoben und deswegen ein kartellrechtliches Verfahren per Sammelklage angestoßen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/68800/68851/65.jpg "Logo.jpg ()")
Die Fertigung der Baugruppen
Es war ein wichtiger Aspekt des Projektes „LP2010“, auch die logistischen Anforderungen zu berücksichtigen. Die Erfahrung lehrt, daß bedauerlicherweise die Dokumentation zu den mechanischen Eigenschaften einer Leiterplatte unzureichend ist. Die Anzahl der Lagen, die Kupferverteilung auf den inneren Lagen eines Multilayers, selbst die Kupferdicken und die einfachsten Eigenschaften des eingesetzten Basismaterials (welches FR4-Derivat, welcher Tg) sind üblicherweise unbekannt.
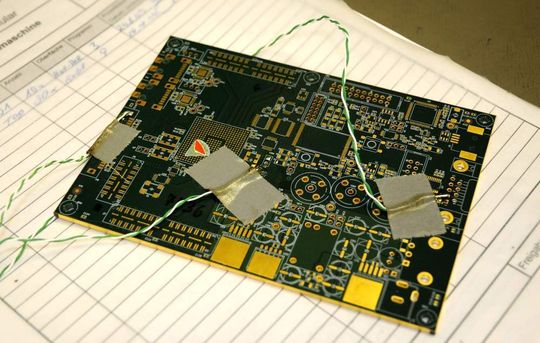
Der Baugruppenproduzent steht dann vor der Aufgabe, für eine Baugruppe eine Profilierung für den sensiblen Lötprozess vornehmen zu müssen, ohne daß er Kenntnis von diesen mitentscheidenden Parametern hätte. Die Forderung nach einer vollständigen und aussagefähigen Beschreibung der angelieferten Leiterplatten ist deshalb sicher verständlich und zukünftig eine offensichtliche Bedingung. Gerade in der Phase des Baus der Prototypen, wenn nur wenige Leiterplatten und für manche Bauteile oft gerade nur die Mindestmengen beigestellt werden, ist jeder Hinweis wertvoll, der hilft, die Bestückung abzusichern.
Bei der Fertigung von Leiterplatten für Prototypen bleiben eigentlich immer Leiterplatten übrig, die dann eingelagert oder entsorgt werden. Für die Baugruppenproduktion wäre die Beistellung dieser überzähligen Leiterplatten ein Zugewinn. Irreversible Prozesse müßten dann nicht gleich an einem der handverlesenen Muster verifiziert werden.
Die Baugruppen: Gemeinsamkeiten und Unterschiede
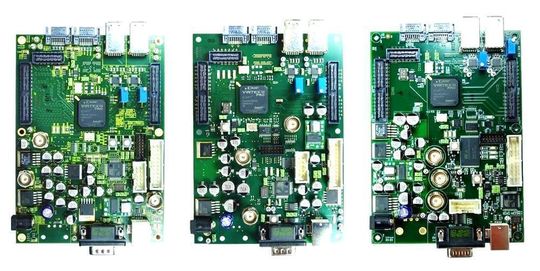
Die bestückten drei Baugruppen-Varianten zeigen deutlich die Gemeinsamkeiten aber auch die Unterschiede. Um das CPU-Board an die Peripherie anschließen zu können waren diverse Steckerpositionen für die Schnittstellen und die Stromversorgung vorgegeben. Jedes Layout mußte diese mechanischen Vorgaben umsetzen. Alle anderen Bauteile konnten frei plaziert werden.
Offensichtlich haben alle Layouter/innen sich an der zu entflechtenden Dichte mit Referenz zu den Steckern orientiert. Das FPGA ist deshalb wegen der Konzentration der Anschlüsse und wegen der technischen Vorgaben (LVDS) in der oberen Hälfte der Leiterplatte positioniert. Insbesondere wurde darauf geachtet, daß die differenziellen Leiterbahnen zu den Steckern kurz und unkompliziert geroutet werden konnten.
Auffällig, aber auch typisch, ist der Freiraum um das FPGA, der benötigt wird, um das Fan-Out zu ermöglichen. Bei zwei der Layouts wurde dieser Platz genutzt, um nicht nur die Leitungslänge der LVDS-Verbindungen identisch zu halten, sondern auch, um die absolute Länge der Leitungspaare untereinander abzugleichen.
Erhebliche Unterschiede beim Platzieren der Bauelemente
Die verbleibenden Bauteile sind nach dem Ermessen der Layouter/innen hinsichtlich der Plazierung optimiert worden. Dabei wurde die unverzichtbare Regel eingehalten, funktionale Gruppen geometrisch so zusammenzubringen, daß die Leitungswege kurz und direkt sind.
Daß trotzdem beträchtliche Unterschiede bei der Plazierung auftreten können, zeigt sich exemplarisch an dem kleineren zweireihigen weißen Stiftstecker in der unteren rechten Hälfte der Baugruppe.
Das spiegelt die Alltagssituation wieder. Die elektronischen Komponenten müssen gerade bei empfindlichen Baugruppen mit Umsicht gruppiert werden. Eine komplette Plazierungsvorgabe durch den Entwickler der Schaltung ist praktisch nicht möglich. Damit bleibt die Unwägbarkeit einer Fehlfunktion oder zumindest die Möglichkeit der eingeschränkten Funktion der späteren Baugruppe. Ein Qualitätsmerkmal ist diesbezüglich eine mögliche Simulation durch Software-Werkzeuge, vor allem aber zählt hier die individuelle Kompetenz, und, geben wir es ruhig zu, die Intuition der Layouter/innen.
(ID:321015)
:quality(80)/p7i.vogel.de/wcms/80/7b/807bc9dc4d65da8b9d67314d544b9e13/0128113873v4.jpeg "Arnold Wiemers bei den Technologietagen Leiterplatte 2024 präsent und engagiert. (Bild: Claudia Mallok)")
:quality(80)/p7i.vogel.de/wcms/e7/22/e722fc24d1b2d8d81754c0e697488768/0131778882v3.jpeg "Geistiger Leiterplattenpapa: Bereits vor Eisler gab es Leiterplatten, doch Eisler gilt als geistiger Vater der modernen Leiterplatte. (Bild: Dall-E / KI-generiert)")