
:quality(80)/p7i.vogel.de/wcms/46/7c/467c0afffbfd10c3553c2888a4a6289f/0130479810v3.jpeg "Spezielle Elektroden, die Forscher am Fraunhofer IFAM entwickeln, entfernen wertvolle Rohstoffe wie Lithium und Kobalt beim Recyceln von Batterien aus dem Prozesswasser. (Bild: Fraunhofer IFAM)")
:quality(80)/p7i.vogel.de/wcms/12/3d/123d9eb2c2e4ce13296371a2ad3718a4/0130412664v2.jpeg "In seiner PCIe-5.0-SSD „BM9K1“ setzt Samsung erstmals statt ARM auf RISC-V-Kerne für den Festplattencontroller. (Bild: Samsung / finance.biggo.jp)")
:quality(80)/p7i.vogel.de/wcms/d8/78/d878b7bfc23826e6ddfce42443836d28/0130384280v2.jpeg "Jensen Huang bei einer Präsentation der GB200-Grace Blackwell Plattform: Der Gründer und CEO von Nvidia wurde für seinen Beitrag zum Vorantreiben von KI-Technologien mit dem Imec Lifetime Achievement Award 2026 ausgezeichnet. (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/13/20/13208d1c2797edd67d9ff216b403726b/0130471595v3.jpeg "Das Joint Venture von TDK und Nippon Chemical Industrial fokussiert die Entwicklung keramischer Materialien für elektronische Bauelemente. (Bild: TDK Corporation)")
:quality(80)/p7i.vogel.de/wcms/38/cb/38cbe19e814dd30b94780bc3946547ab/0130446533v2.jpeg "Zur Absicherung seines KI-Ökosystems geht Nvidia eine Strategische Partnerschaft mit Marvell ein und investiert hierfür 2 Mrd. US-$ in den ASIC-Spezialisten. Im Fokus stehen NVLink Fusion, optische Interconnects und Silicium Photonics. (Bild: Marvell)")
:quality(80)/p7i.vogel.de/wcms/a3/3e/a33e6d8a927d539ec6c3a0537f48f0f1/0130440028v2.jpeg "Tool für Design- und Produktentwicklungs-Teams zur Planung und Bewertung recycelbarer Designs. (Bild: INCREACE)")
:quality(80)/p7i.vogel.de/wcms/6b/61/6b61373f1c3f06f7f9343e6b0f0e9cc8/0130225062v1.jpeg "Das Gespenst des chinesischen Drachen, der mit US-Hightech gefüttert wird, geht um; aus Gründen der nationalen Sicheheit und zum Schutz der amerikanischen Wirtschaft ist die Ausfuhr insbesondere von KI-Technik ins Reich der Mitte durch die US-Regierung verboten. Supermicro-Manager sollen illegal Server nach China verschoben haben. (Bild: © BoOm - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/15/93/1593dd152e6d58c5fc5da0d331777c54/0130357398v2.jpeg "Cloud-Allianz in Peking: Siemens-CEO Roland Busch und Alibaba-Chairman Joe Tsai treiben gemeinsam den Aufbau eines Betriebssystems für industrielle KI voran. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/c2/88/c28805ea7b2261235475146a5b0c61f8/0130313028v2.jpeg "x86 trifft adaptive Logik: Auf der Messe demonstriert AMD die industrielle Vernetzung eines Node-RED-Gateways (links) mit Zynq-UltraScale+-Controllern (Mitte) und einer Soft-SPS auf Basis der Ryzen AI P100 Serie (rechts). (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/6d/91/6d91abfa1b16ffcf470c7147facd7aa8/0130387695v2.jpeg "Dezentrale Einspeisung und digitale Steuerung verändern die Struktur moderner Stromnetze. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/85/b0/85b0b32128f6d1968e975043f1e0b67b/0130342166v3.jpeg "Nahe am Versagen: Vier Aufnahmen derselben Messung, unterschiedlich eingefärbt – je heller, desto höher die mechanische Spannung im Material. An der Spitze des wachsenden Dendriten zeigt sich ein charakteristisches Fliegen-Muster. (Bild: Courtesy of Cole Fincher and Yet-Ming Chiang)")
:quality(80)/p7i.vogel.de/wcms/1a/53/1a539631c940d184689460600bd2b395/0130410666v2.jpeg "Das iG-G74M von iWave Global ist das erste erhältliche System-on-Module, das den neuen FPGA-Modulstandard oHFM.c der SGeT erfüllt. (Bild: iWave Global)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/ba/e4/bae4e54395e5a53088060531ef99b814/0130359274v2.jpeg "Mit dem Fuse EDA AI Agent verfolgt Siemens EDA ein umfassendes Programm, alle Aspekte des Chipdesigns mit KI-Coworkern zu erleichtern, auch in Questa One. (Bild: Siemens EDA)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/7c/04/7c04916c305164fb10bc6cb05b51d934/0130431065v2.jpeg "Bei der Sensor-Integration setzen Entwickler auf hochintegrierte magnetische (Hall/TMR) und induktive Sensor-Lösungen. Der Beitrag zeigt wertvolle Design-Tipps für die Signalauswertung im Mikrocontroller. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/64/e5/64e5e333492f182ab7df5ab4c2b54c1e/0130463252v2.jpeg "Prototypen von Wi-Fi-8-Geräten des Herstellers Broadcom wurden mithilfe des Signalisierungstesters CMX500 von Rohde & Schwarz validiert. (Bild: Rohde & Schwarz)")
:quality(80)/p7i.vogel.de/wcms/0a/95/0a95db4508128c4e11d5d268bf2c0a77/0130440053v2.jpeg "IMS-Chipmodul für die einfache Systemintegration in ein Ionenmobilitätsspektrometer. (Bild: Fraunhofer IPMS)")
:quality(80)/p7i.vogel.de/wcms/b3/65/b365dd5433c8b6d36c56c92b72f5b368/0130401081v2.jpeg "Für den durchgängigen Text elektrischer und optischer Verbindungen kombiniert Keysight seine Multimode-DCA-M-Abtastoszilloskop mit verschiedenen Software-Tools. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/85/c0/85c0cdd8fd326013aed52ca96777c998/0130426877v2.jpeg "Rasantes Wachstum: Mit Modellen wie dem Expedition A2 treibt der Weltmarktführer Agibot die kommerzielle Nutzung humanoider Roboter in Fabriken und Forschung voran. (Bild: Agibot)")
:quality(80)/p7i.vogel.de/wcms/f0/78/f07826d6c4e995980f1ada3377416aac/0130403626v4.jpeg "In einem typischen Einsatzszenario wird das 3D-System VMT BeadMap als Inline-Prüfstation nach dem Auftrag einer Kleberaupe stationär an der Fertigungslinie verbaut und ist dort ohne vorheriges Teach-In oder die Anbindung an Roboter- oder Achssteuerungen sofort betriebsbereit. (Bild: VMT Vision Machine Technic Bildverarbeitungssysteme GmbH)")
:quality(80)/p7i.vogel.de/wcms/b6/c8/b6c8f7732da417bda3d298412f4c0ed8/0130453104v2.jpeg "Kein Aprilscherz: Vor 50 Jahren, am 1. April 1976 gründeten Steve Jobs und Steve Wozniak gemeinsam mit Ron Wayne das Unternehmen Apple. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/47/ce/47ce64bad7990f276f68cbb24505f6dd/0130472850v2.jpeg "Data Modul fokussiert sich auf die Integration kompletter Display-Systeme. (Bild: Data Modul)")
:quality(80)/p7i.vogel.de/wcms/15/56/15564dea31861c376a385658c3b961a3/0130465243v2.jpeg "Luftaufnahme von Intels Fab 34 in Leixlip, Irland, aus dem Jahr 2024. In dem Werk werden Chips nach den hauseigenen Verfahren Intel 3 und Intel 4 gefertigt. (Bild: Intel)")
:quality(80)/p7i.vogel.de/wcms/98/ad/98ad595a6372aae8dbeac71681d23f41/0130450258v2.jpeg "Der TSMC-Standort der Japan Advanced Semiconductor Manufacturing im japanischen Mumamoto. Wie aus einem Antrag von TSMC an die Regierung Taiwans hervorgeht, solll der Standort auf das N3-Verfahren aufgerüstet werden. Bereits 2028 sollen dort Wafer nach dem 3-nm-Fertigungsprozess entstehen. (Bild: JASM)")
:quality(80)/p7i.vogel.de/wcms/bf/2a/bf2aad428ab1a80e6738fdbdc2efeb7e/0130453420v2.jpeg "Unter Dach und Fach: Nach Freigabe aller zuständigen Behörden das das amerikanische Unternehmen Molex den britischen Verbindungstechnik-Anbieter Smiths Interconect übernommen. (Bild: Molex / Smiths Interconect)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
HDI-Leiterplatten - Teil 4 Was bei den Restringen der An- und Durchkontaktierungen zu beachten ist
Der Restring bei An- und Durchkontaktierungen (Vias) ist ein typisches Beispiel, wie oft kleine Änderungen im Layout große Auswirkungen auf die Ausbeute und Qualität der Schaltung haben können. Karim Richlowski, Leiter CAM beim Berliner Leiterplattenhersteller CONTAG GmbH, veranschaulicht im vierten Kapitel der HDI-Leiterplatten-Serie die Restringthematik.
Anbieter zum Thema
Kenngröße Paddurchmesser
Die Größe der Anschlußpads (Lands) für die jeweiligen Durchkontaktierungstypen (Vias) bestimmt entscheidend die Auflösbarkeit eines Layouts und dessen Fertigungsqualität und -ausbeute. Sie sollten daher nach Ansicht von CONTAG einerseits immer so groß wie möglich, andererseits nur so klein wie jeweils nötig sein.
Klein, damit möglichst viele Leiterbahnen zwischen Pads durchgeführt werden können und die Schaltung gut entflechtbar bleibt. Groß, damit es auch bei fertigungsbedingten Prozessstreuungen immer zur sicheren und vollständigen Metallisierung von Durchkontaktierungen und nie zu Kupferablösungen kommt. Dazu muss immer ein geschlossener Kupferring mit einer vorgegebenen minimalen Stegbreite übrig bleiben. Dieser wird als Restring oder auch englisch mit Annular Ring bezeichnet (vom englischen „annular“ = kranzförmig, ringförmig).
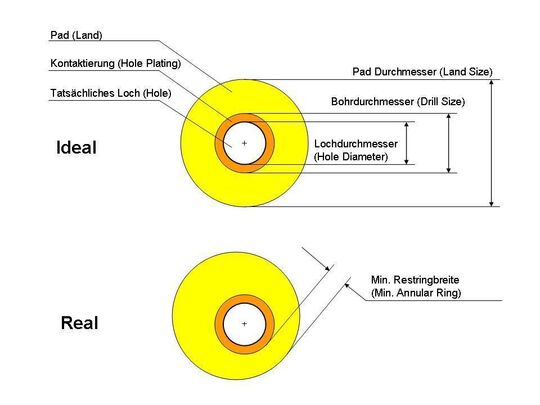
In einer idealen Welt liegen die Mittelpunkte aller Lochkreise genau übereinander und es ergeben sich die in Bild 1 oben gezeigte Anordnung von innen nach außen:
• Tatsächliches Loch (nach Kupferauftrag bzw. Plating). Dies ist auch der Nominalwert, der im CAD-System dargestellt wird.
• Kupferhülse bzw. galvanischer Auftrag bis zum tatsächlichen Bohrdurchmesser des Werkzeuges (= Nominalwert+ Bohrzuschlag je nach Art der Kontaktierung)
• Kupferring des Pads (idealerweise perfekt konzentrisch)
• Freistellung zum Lötstopplack (optional)
• Lötstopplack (optional)
• Isolationsabstand bis zur nächsten Kupferfläche oder symmetrisch bis zum nächsten Pad
Wie sieht es wirklich aus?
In einer realen Welt kommen Toleranzen aufgrund von
• Bohrversatz (Bohrerverlauf, Maschinentoleranzen, Toleranzen bei der Panel-Aufnahme)
• Belichtungsversatz (Filmlänge, Belichtertoleranz)
• Lagenversatz (Dimensionsänderungen der Innenlagen, Belichtungsversatz, Bohrversatz)
hinzu. Zudem sind die genannten Toleranzen oftmals auch noch von der Größe der Platine und vom Abstand zum Referenzpunkt abhängig. Sie führen zu einer mehr oder weniger stark ausgebildeten Exzentrität wie in Bild 1 unten dargestellt.
Daraus folgend schwankt die Stegbreite des Kupferrings um das Kontaktierungsloch; die entscheidende Kenngröße ist dabei die Minimale Restringbreite. Da diese fertigungstechnisch bedingt vorgegeben ist, errechnet sich der Durchmesser des Via-Pads (Land Size) implizit aus der vorgewählten Lochgröße, dem Lochtyp, den verfügbaren Bohrdurchmessern (typischerweise 50-µm-Schritte) und den jeweiligen maximalen Fertigungstoleranzen.
Dabei ist noch zwischen den einzelnen Loch- bzw. Kontaktierungstypen zu unterscheiden und ob es sich (auf den jeweiligen Prozessschritt bezogen) um eine Innen- oder Außenlage handelt. Fertigungstechnisch bedingt erfordern Innenlagen immer größere Restringdurchmesser (bzw. Stegbreiten) als Außenlagen. Um das ganze noch weiter zu komplizieren erfordern die Oberflächen-Endbehandlung vom Typ HAL (Hot-Air-Levelling) sowie Bestückungsbohrungen (bei HDI eher selten) noch einmal größere Restringe auf den Außenlagen.
Was bedeutet das für die Praxis?
Die vorgegebene minimale Restringbreite darf keinesfalls unterschritten werden, da sonst die Ausbeute stark sinken kann. Weil Kontaktierungen zwischen den Lagen wie jeder Fertigungsprozess statistischen Schwankungen unterliegen führen im Umkehrschluss Vergrößerungen der Stegbreite zu einer besseren Ausbeute und damit zu höherer Qualität. Die praktischen Erfahrungen der CONTAG GmbH bestätigen diese Annahme in der täglichen Praxis. Typische Werte für minimale Restringe bei Standardtechnologie sind 100 µm auf Außenlagen und 125 µm auf Innenlagen. Der minimale Mikrovia-Durchmesser wird, wie aufmerksame Leser dieser Reihe wissen, durch die jeweilige Lagendicke und das entsprechende Aspect Ratio vorgegeben (siehe Kapitel 3).
Wo immer also noch Platz ist, sollten im Sinne hoher Qualität und Ausbeute nicht die Mindest-Padgrößen, –Leiterbahnabstände und –Freistellungen verwendet werden. Sinnvoll ist es, die Entflechtung mit geringen bzw. „normalen“ Padgrößen und Isolationsabständen zu beginnen und nur dort, wo es unbedingt nötig ist, auf die Mindestgrößen herunterzugehen.
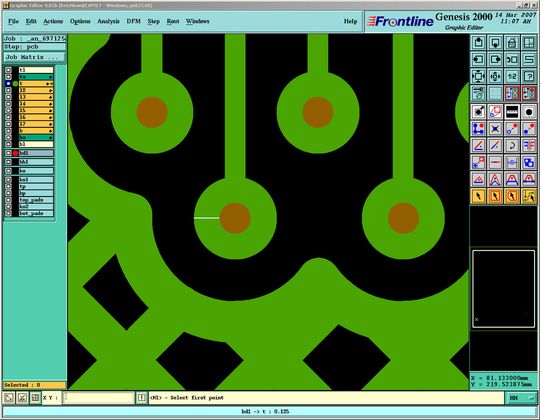
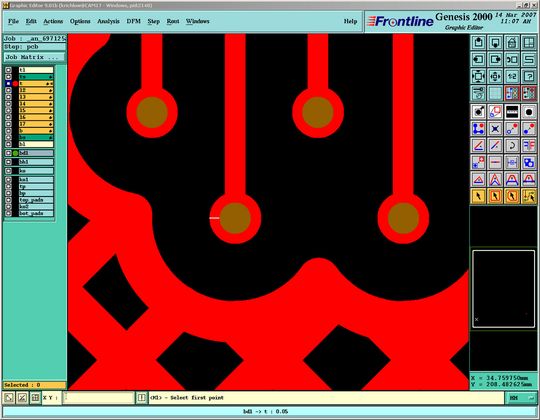
Nachdem eine Entflechtungslösung gefunden ist, kann der Layouter in einem zweiten Durchgang in den Bereichen, wo noch Platz ist, Leitungen auseinander schieben und Pads vergrößern. Idealerweise macht dies der Layouter selbst auf seinem eigenen System. Wenn das aus zeitlichen oder technischen Gründen nicht möglich ist (z.B. weil es das CAD-System nicht unterstützt), kann diese Optimierung von einem qualifizierten Fertigungspartner als Dienstleistung übernommen werden. Die CONTAG GmbH setzt hier zu moderne Genesis-2000 CAM-Stationen ein. Bild 2 und Bild 3 zeigen einen Layoutausschnitt vor (rot) und nach (grün) der Optimierung der Pads.
Eng verbunden mit der Restringthematik ist die Problematik der minimalen Freistellung und der Reststegbreiten (z.B. beim Lötstopplack), um die es in Kapitel 5 geht.
Hier finden Sie alle Teile der Beitragsreihe HDI-Leiterplatten.
(ID:213941)
:quality(80)/p7i.vogel.de/wcms/02/a6/02a682df26d6719ff336c961bd08213f/0125019920v2.jpeg "Moderne Elektronik verlangt nach flexiblen Leiterplatten. Doch die kommen mit ihren eigenen Design-Herausforderungen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/66/c1/66c14543fd48c69fe35aeca2e513966a/0125007023v5.jpeg "Bild 4: (a) Ergebnisse der thermischen Simulation – Basiskonfiguration; (b) unter Verwendung aller verfügbaren Techniken. (Bild: EPC)")