:quality(80)/p7i.vogel.de/wcms/e9/ce/e9ce137e87eccac328ec5504c586c477/0129711019v3.jpeg "Im Rahmen eines Entwicklungsprojekts wurden verschiedene bleireduzierte und bleifreie Kupfer-Beryllium-basierte Legierungskonzepte untersucht, die die Anforderungen an hohe Festigkeiten als auch eine hohe elektrische Leitfähigkeit erfüllen. (Bild: Materion)")
:quality(80)/p7i.vogel.de/wcms/68/46/684697b6eb687384e0d8c6803450401a/0130056395v2.jpeg "Das TUM RoboGym (powered by Neura) in der Planungsphase (Grafik). Die TU München und das Robotik Startup Neura Robotics planen, gemeinsam am Campus der TU München das weltgrößte Robotik-Trainingszentrum einzurichten. (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/0f/c0/0fc0d93c99a5d9066e58c39f41fb1b10/0130046764v2.jpeg "Sicherheit im Schienenverkehr: Dank 5G-Funkverbindung wird eine stabile Übertragung unter schwankenden Netzbedingungen garantiert. (Bild: Smart Rail Connectivity Campus (SRCC))")
:quality(80)/p7i.vogel.de/wcms/1d/d8/1dd8627e2323721d4ee5436f9401911e/0130147601v2.jpeg "Der kompakte Modulator ermöglicht eine schnelle und energieeffiziente Datenübertragung und lässt sich kostengünstig herstellen. (Bild: Hugo Larocque, EPFL)")
:quality(80)/p7i.vogel.de/wcms/8e/d4/8ed4a2aa0bf362584aa1284f0adb2fdf/0130156040v2.jpeg "Kioxia-Werk in Kitakami: Auch der japanische Speicherspezialist hat nun in einer Notiz an Investoren darauf hingeweisen, aus dem Legacy-Geschäft mit Multi-Layer-Cell-Speichern aussteigen zu wollen. Die letzten Lieferungen an Bestandskunden sollen im März 2027 erfolgen. (Bild: Kioxia)")
:quality(80)/p7i.vogel.de/wcms/65/f4/65f404dc6d19d4f1628ad7e49f6a22cf/0130136276v2.jpeg "Bild 1: Blockschaltbild eines E-Bike-Systems auf Basis des Gate-Treibers DRV8363-Q1. (Bild: TI)")
:quality(80)/p7i.vogel.de/wcms/fb/d3/fbd33264fcdf128866667be0a0a6b657/0130137877v2.jpeg "Openclaw begeistert KI-Communitys. (Bild: Openclaw.ai)")
:quality(80)/p7i.vogel.de/wcms/a5/5e/a55ec741a9c17cb890b2cb5bcb919477/0130162776v2.jpeg "Von der vernetzten Kamera über den Saugroboter und den Industrieroboter bis hin zu Drohne und Humanoiden wandert KI entlang der Entwicklung von „Basic Intelligence“ zur „Multi-Purpose Intelligence“ immer näher an Sensoren und Aktoren, während softwaredefinierte Architekturen langfristige Systeme flexibel für neue Funktionen und KI-Modelle aufrüstbar machen. (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/24/58/2458f1cae3100e375fbb8124f02c54af/0130111244v3.jpeg "Stromsparer für das IoT: Der Npzero-Baustein übernimmt die Sensorüberwachung und schickt den Hauptprozessor in den Tiefschlaf. (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/fa/fc/fafc300481de3fd4d7f34400327d0d01/0130127049v2.jpeg "Lenovo hat in Zusammenarbeit mit der Shanghai Jiao Tong University eine Silizium-Anoden-Batterie unter dem Namen „ED1000\" als Proof of Concept für mobile Workstations vorgestellt. (Bild: Lenovo)")
:quality(80)/p7i.vogel.de/wcms/d2/cd/d2cd33084ab732ff8a600bc55ade1f47/0130096831v1.jpeg "Die WE-MPSB-Familie. (Bild: Würth Elektronik eiSos)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/66/0c/660c31afa35398bac9be42f2be73fdc4/0129073529v2.jpeg "FPGAs lösen Performance-Engpässe, gelten aber in der Programmierung als schwer zugänglich. Die universelle Programmiersprache Livt soll die Hürde senken – korrekt, deterministisch und HDL-kompatibel. (Bild: Toby Giessen / VCG)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/95/a1/95a197490145b7afcfd4dc176a1b5ef9/0130096114v2.jpeg "Der Einsatz amorpher Stähle im Stator ermöglicht eine deutliche Reduktion von Verlusten und steigert die Effizienz moderner Elektromotoren im Fahrzeugantrieb. (Bild: Horse Powertrain)")
:quality(80)/p7i.vogel.de/wcms/bf/82/bf82f81061b759c454e15ec4c2e7560b/0130110139v2.jpeg "48 Volt im Fahrzeug: Ziel ist eine effiziente Energienutzung, einfache Integration sowie eine zuverlässige Leistung. Doch mit den Möglichkeiten kommen auch Probleme. (Bild: Leoni)")
:quality(80)/p7i.vogel.de/wcms/74/96/74964a7715c738a9e8b17681445ceed3/0130103633v2.jpeg "Zusammen mit dem Vektor-Netzwerkanalysator PNA/PNA-X kann der Lightwave Component Analyzer N4378A von Keysight optische Transceiver-Komponenten mit 1,6 T und darüber hinaus charakterisieren. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/0d/18/0d183ecb569b03285578762658d2def6/0130061201v2.jpeg "Rahman Jamal war 30 Jahre bei National Instruments und damit ein Teil der Messtechnik-Branche. Den VIP-Anwenderkongress hat er mit aus der Taufe gehoben. (Bild: ELEKTRONIKPRAXIS/privat)")
:quality(80)/p7i.vogel.de/wcms/72/19/7219e53d462877119eaf0bd98783a46d/0129953146v2.jpeg "Das GCAR 6283 unterstützt bei Test, Simulation und Analyse moderner Steuergeräte. (Bild: Göpel electronic)")
:quality(80)/p7i.vogel.de/wcms/6a/93/6a93991941467231d8798c8577882dfd/0130071573v2.jpeg "(Bild: Vision & Control GmbH)")
:quality(80)/p7i.vogel.de/wcms/d3/76/d3760874d137b2f4bae5954b46dd5900/0130101582v3.jpeg "Hardware hautnah: Ein Development-Board mit dem neuen SoC nRF54LM20, der dank integrierter NPU speziell für extrem stromsparende Edge-KI-Anwendungen entwickelt wurde. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/42/de/42de87134adee379a83e5d633ba48c95/0130176499v2.jpeg "Zur LOPEC 2026 kamen nahezu 160 Aussteller und 2.400 Teilnehmer nach München, um sich über gedruckte Elektronik zu informieren. (Bild: Messe München GmbH)")
:quality(80)/p7i.vogel.de/wcms/90/0c/900ca1b73852ed45bd7e42a6119192dd/0130174841v2.jpeg "Simulation kann dabei helfen, Materialflüsse in der Produktion zu optimieren. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/5e/ed/5eed37b21283f8f364a37d025d53fa48/0130167146v2.jpeg "ProteQ Viso: Digitales Stereomikroskop für echte brillenlose 3D- Bildbetrachtung auf dem Flachbildschirm. (Bild: Vision Engineering)")
:quality(80)/p7i.vogel.de/wcms/bb/2a/bb2ac8404ae7b3f08a5c01d1ca0615a7/0130182922v2.jpeg "Steht ein Verkauf von Elmos im Raum? Medienberichten zufolge planen die Gründer des Unternehmens, die weiterhin mehrheitlich Anteile am Dortmunder Automotive-Spezialisten halten, den Ausstieg aus dem Chipunternehmen. (Bild: Elmos)")
:quality(80)/p7i.vogel.de/wcms/ef/9d/ef9dc7f8402f3f4ff42268e573921bc4/0130129635v2.jpeg "Mit Verträgen über bis zu fünf Jahre möchte Samsung-Co-CEO Jun Young-hyun auf den KI-getriebenen Nachfrageboom im Speichermarkt reagieren. Das soll für mehr Planungssicherheit im traditionell volatilen Speichergeschäft sorgen. Gleichzeitig dürfte dies aber für Kunden den Druck erhöhen, Bedarfe, Preise und Lieferketten langfristig präzise abzusichern. (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
HDI-Leiterplatten - Teil 9 Standardtechnik und HDI-/SBU-Technik im Kostenvergleich
Der Marktanteil von in HDI/SBU-Technologie gefertigten Leiterplatten liegt in Deutschland immer noch deutlich unter 15%. Vielfach werden vermeintlich höhere Kosten als Argument gegen die Einführung von HDI aufgeführt. Darum vergleichen wir konkret zwei Entwurfsvarianten eines Redesigns in klassischer Standardtechnik mit einer kostenoptimierten HDI-/SBU-Ausführung.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/62/3a/623ac694d217a/ept-connectors-rgb-quadrat.jpeg "ept-connectors-rgb-quadrat (ept GmbH)")
Grundsätzlich sind bei optimierten Designs vergleichbarer Projekte die Materialkosten bei HDI-Leiterplatten zum Teil deutlich geringer. Dies liegt an der bei HDI deutlich höheren Packungsdichte, die generell mit wesentlich weniger Fläche und damit auch Materialressourcen auskommt. Dies ist jedoch ins Verhältnis zu der meist deutlich aufwändigeren Fertigung zu setzen. Die Kostenfaktoren für die einzelnen Realisierungsvarianten sind nach den Erfahrungen der CONTAG GmbH in beiden Technologievarianten zumindest ähnlich, oft sogar identisch.
Diese fertigungsabhängigen Kostenfaktoren von HDI-Leiterplatten sind:
- Anzahl der nötigen Verpressungen,
- Anzahl und Komplexität der jeweils nötigen Galvanik-Durchgänge (Erzeugung von leitfähigen Durchkontaktierungen),
- Anzahl und Art der Bohrläufe (für die unterschiedlichen Bohrgrößen),
- Anzahl und Art der jeweiligen Bohrungen (Mechanisch/Laser),
- kleinste Bohrgröße bei mechanisch gebohrten Löchern,
- geringste Leiterbahnbreiten/-abstände der Mikrovia-Lagen,
- Aspect Ratio,
- Kern-, Laminat- und endgültige Leiterplattendicken,
- Flächenausnutzung auf dem Fertigungsnutzen,
- spezielle Anforderungen an den Aufbau wie z.B. spezifische Impedanzen oder Plugging,
- Sondermaterialien,
- sonstige Sonderanforderungen; speziell im Blick auf Genauigkeitsanforderungen außerhalb der eingefahrenen Standards und
- spezielle Oberflächen.
Was in der Praxis möglich ist
Das mögliche Lösungsfenster gibt in der Praxis die Spezifikation der Leiterplatte vor. Oft gibt es harte Kriterien wie eine maximale Platinengröße, eine Impedanzvorgabe oder auch ein spezifisches Bauteileraster, die nicht verhandelbar sind und gewisse Mindestwerte festsetzen.
Die verbleibenden weichen Parameter lassen sich dann nach Kosten- und Fertigungsgesichtspunkten gegeneinander abwägen. Dabei sind jedoch die Gesamtprojektkosten des Produktes über die Lebensdauer in Betracht zu ziehen; insbesondere auch das Verhältnis zwischen Einmalkosten und sich wiederholenden Kosten mit Blick auf die zu erwartenden produzierten Stückzahlen.
Normalerweise gilt es, vor allem die Fläche, die Anzahl der Durchkontaktierungen, die Lagenanzahl und die Anzahl der Verpressvorgänge zu reduzieren.
Die HDI/SBU-Technologie ermöglicht aufgrund ihrer feineren Strukturen und der viel Platz sparenden Mikrovias eine deutlich direktere und effizientere Leitungsführung, die in einer erheblichen Flächenreduzierung und in wesentlich weniger Durchkontaktierungen resultiert. Aber hebt dies auch den höheren Fertigungsaufwand auf (und die Anfangskosten für die Umstellung?
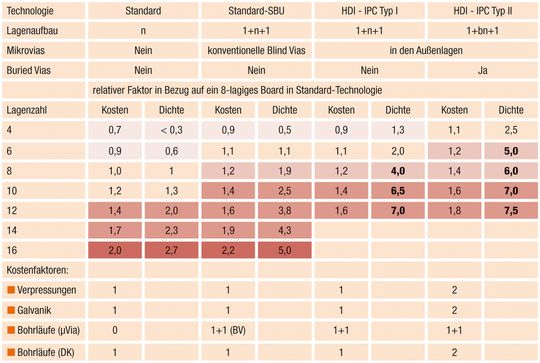
Eine grobe Abschätzung bietet die aktualisierte Tabelle 1, die wir in ähnlicher Form schon aus der zweiten Folge dieser Serie kennen. Bezugspunkt ist dabei ein achtlagiger Standard-Multilayer mit einer Dichte von etwa 500 Verbindungen bzw. Pins pro Quadratdezimeter. Die exakten Parameter ergeben sich für die jeweilige Schaltung immer ganz spezifisch und können je nach Einzelfall noch ganz erheblich abweichen
Ein konkretes Beispiel (1-2-1)
Grundannahme ist ein bestehendes Design mittlerer Komplexität, das keine besonderen oder flächendeckenden Anforderungen bezüglich hoher Frequenzen oder Signal- bzw. Powerintegrity stellt und einen festen Formfaktor hat (vorgegebene Platinengröße wie z.B. Computer-Board).
Da hier keine durchgehenden Power- und Ground-Ebenen benötigt werden, bietet es sich an, ein komplettes Redesign als nur 4-lagige Platine zu machen (Bild 1).
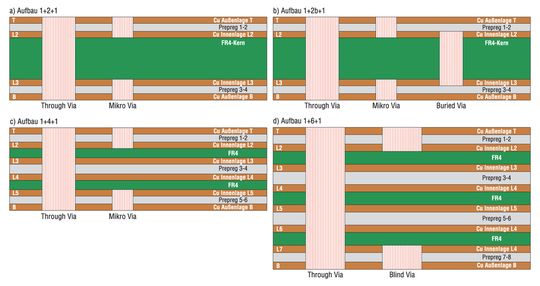
1-2-1 steht dabei für eine Realisierung als 4-lagiger sequenzieller Aufbau (SBU) mit jeweils einer auflaminierten Mikrovia-Lage auf der Oberseite (TOP), einer Kernlage mit 2 Layern und einer auflaminierten Mikrovia-Lage auf der Unterseite (BOTTOM).
Rein kostenmäßig attraktive Alternativen dazu wären ein vierlagiges HDI/SBU-Board mit buried Vias im Kern (1+2b+1; b), ein 6-lagiges HDI/SBU-Board (1+4+1; Bild c) oder eine 8-lagige Platine mit Sacklöchern in konventioneller Technologie als SBU (sequenzieller Lagenaufbau; Bild d).
Durch das Ausnutzen der dann möglichen höheren maximalen Verbindungsdichte wäre hier eine Kosteneinsparung über eine deutlich kleinere Platinenfläche zu erzielen. In unserem Beispiel ist dies wegen des festen Formfaktors aber nicht möglich. Und selbst wenn: Bei einer neuen Variante als klassisches Board mit Sacklöchern würden trotz der Kostenersparnis im Vergleich zur ursprünglichen Lösung der höhere Entflechtungsaufwand und die fehlende Zukunftssicherheit (Verwendbarkeit von Bauteilen mit kleinem/hochdichtem Anschlussraster) dagegen sprechen. Wie wir sehen gilt es, auf viele Punkte zu achten und im Projekt entsprechend zu optimieren.
Was es noch zu beachten gilt
Ausschlaggebend sind immer die Gesamtkosten über die Lebensdauer (TCO). Diese schließen Kriterien wie die langfristige Verfügbarkeit von Bauelementen und der Fertigungstechnologie mit ein, aber auch die jeweiligen Entwicklungskosten im Bezug auf die geplante Stückzahl. Oft gibt es von den Chipsatzherstellern konkrete Referenzdesigns und Anwendungsempfehlungen (Application Notes) mit Entflechtungsbeispielen (Breakout Patterns). Diese beziehen sich meist nur auf ein oder zwei ganz bestimmte Technologien.
Im Mainstream-Prozessorbereich ist dies sehr oft aus Kostengründen der hier im Beispiel erwähnte 1-2-1 Lagenaufbau in HDI-Technik. Hier kann der Entwickler also durch Verwendung von bewährten Referenzdesigns viel Zeit und damit Geld sparen und typische Fehler vermeiden. Zudem kann man so zuverlässig Blöcke auf die Schaltung übernehmen (z.B. schnelle Speicheranbindung), für die der Entwickler vielleicht noch kein so tiefes Knowhow hat.
Manchmal kommen hierzu auch Sondertechnologien wie Plugging (siehe Teil 8) zum Einsatz wie im Beispiel des 1-2b-1 Lagenaufbau des gezeigten Schliffbildes eines aktuellen PC-Prozessorboardes (Bild 2). Dies mag auf den ersten Blick aufwändig und teuer erscheinen, unter dem Strich rechnet es sich aber, da das gesamte Redesign trotz hochpinniger BGAs statt vorher mit 10 klassischen Lagen jetzt mit nur 4 HDI-Lagen auskommt.
Wichtig für den Entwickler sind hier absolute Zuverlässigkeit und Qualität des Leiterplattenfertigers für die jeweilige Technologie sowie eine umfangreiche Planungsunterstützung bereits im Vorfeld der Entwicklung.
CONTAG bietet hierzu eine umfangreich Beratung an. So können die Vor- und Nachteile von verschiedenen Varianten gemeinsam mit dem Anwender diskutiert und die für das jeweilige Projekt optimale Technologie ausgesucht werden.
Weitere Details zur Kostenabschätzung zeigt Kapitel 10 der HDI-Leiterplatten-Serie.
Hier finden Sie alle Teile der Beitragsreihe HDI-Leiterplatten.
(ID:235432)
:quality(80)/p7i.vogel.de/wcms/af/78/af78d1a793e1dc1cb774ecacafa12365/0126572790v2.jpeg "Leiterplattendesigns werden immer komplexer, sodass Standardtechniken schnell an ihre Grenzen stoßen. Michael Schwitzer zeigt, wie sich bestehende PCB-Designs mit digitalen Tools optimieren lassen, ohne den gesamten Lagenaufbau umfassend verändern zu müssen. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/02/a6/02a682df26d6719ff336c961bd08213f/0125019920v2.jpeg "Moderne Elektronik verlangt nach flexiblen Leiterplatten. Doch die kommen mit ihren eigenen Design-Herausforderungen. (Bild: Dall-E / KI-generiert)")