
:quality(80)/p7i.vogel.de/wcms/46/7c/467c0afffbfd10c3553c2888a4a6289f/0130479810v3.jpeg "Spezielle Elektroden, die Forscher am Fraunhofer IFAM entwickeln, entfernen wertvolle Rohstoffe wie Lithium und Kobalt beim Recyceln von Batterien aus dem Prozesswasser. (Bild: Fraunhofer IFAM)")
:quality(80)/p7i.vogel.de/wcms/12/3d/123d9eb2c2e4ce13296371a2ad3718a4/0130412664v2.jpeg "In seiner PCIe-5.0-SSD „BM9K1“ setzt Samsung erstmals statt ARM auf RISC-V-Kerne für den Festplattencontroller. (Bild: Samsung / finance.biggo.jp)")
:quality(80)/p7i.vogel.de/wcms/d8/78/d878b7bfc23826e6ddfce42443836d28/0130384280v2.jpeg "Jensen Huang bei einer Präsentation der GB200-Grace Blackwell Plattform: Der Gründer und CEO von Nvidia wurde für seinen Beitrag zum Vorantreiben von KI-Technologien mit dem Imec Lifetime Achievement Award 2026 ausgezeichnet. (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/ac/da/acda3bafe46d3bf8e104a2a7bc2ac557/0130535476v2.jpeg "Geschätzter Ansprechpartner für Journalisten: Alfred Eiblmayr koordiniert seit vielen Jahren beim Halbleiterhersteller STMicroelectronics die Presse- und Öffentlichkeitsarbeit. Als ehemaliger Redakteur weiß er, worauf es ankommt. (Bild: Alfred Eiblmayr)")
:quality(80)/p7i.vogel.de/wcms/42/cb/42cbcb66dffa2ef6548d5fb2edee4b4a/0130519441v3.jpeg "Komplex:
Bei der Substitution von Quarzen und Oszillatoren entscheiden systemkritische Parameter – nicht nur Frequenz und Footprint. (Bild: WDI AG)")
:quality(80)/p7i.vogel.de/wcms/51/39/513947834151d4d220913a68592e342c/0130517810v2.jpeg "Wenn es um das Wärmemanagement geht, sollten Hardware-Entwickler und Konstrukteure zusammenarbeiten. (Bild: ROSSandHELEN photoqraphers)")
:quality(80)/p7i.vogel.de/wcms/ca/9b/ca9b681785123f9700518a46897f9779/0130428786v1.jpeg "Biometrische Systeme mit künstlicher Intelligenz sind darauf ausgelegt, Personen anhand ihrer physischen oder verhaltensbezogenen Merkmale zu erkennen. (Bild: © AlinStock - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/38/cb/38cbe19e814dd30b94780bc3946547ab/0130446533v2.jpeg "Zur Absicherung seines KI-Ökosystems geht Nvidia eine Strategische Partnerschaft mit Marvell ein und investiert hierfür 2 Mrd. US-$ in den ASIC-Spezialisten. Im Fokus stehen NVLink Fusion, optische Interconnects und Silicium Photonics. (Bild: Marvell)")
:quality(80)/p7i.vogel.de/wcms/6b/61/6b61373f1c3f06f7f9343e6b0f0e9cc8/0130225062v1.jpeg "Das Gespenst des chinesischen Drachen, der mit US-Hightech gefüttert wird, geht um; aus Gründen der nationalen Sicheheit und zum Schutz der amerikanischen Wirtschaft ist die Ausfuhr insbesondere von KI-Technik ins Reich der Mitte durch die US-Regierung verboten. Supermicro-Manager sollen illegal Server nach China verschoben haben. (Bild: © BoOm - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/c2/88/c28805ea7b2261235475146a5b0c61f8/0130313028v2.jpeg "x86 trifft adaptive Logik: Auf der Messe demonstriert AMD die industrielle Vernetzung eines Node-RED-Gateways (links) mit Zynq-UltraScale+-Controllern (Mitte) und einer Soft-SPS auf Basis der Ryzen AI P100 Serie (rechts). (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/69/7a/697a270ed7538378d1fbc0f0b240ed25/0130534691v3.jpeg "Die Wago Stromversorgung Pro 2 ist eine intelligente und zuverlässige Stromversorgung mit integrierter Redundanz und MOSFET-Technologie und gewährleisten dadurch eine höhere Zuverlässigkeit der Anwendung. (Bild: WAGO GmbH & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/e7/a4/e7a4e048491e60cb30e22a860f5d68bc/0130519425v4.jpeg "Dynamisch:
Die Zuverlässigkeit der Stromversorgung hängt von mechanischen und thermischen Faktoren sowie zeitlichen Abfolgen ab. (Bild: inpotron Schaltnetzteile GmbH)")
:quality(80)/p7i.vogel.de/wcms/1b/f0/1bf02d41e3eac721823841a4c1228753/0130519149v2.jpeg "Der Wandler GQA2W024A050V-007-R ist in mehreren Gehäusekonfigurationen erhältlich, um Entwicklern maximale Flexibilität für ihr Gesamtgehäusedesign und die Kühlung des Wandlers zu bieten. (Bild: TDK-Lambda)")
:quality(80)/p7i.vogel.de/wcms/1a/53/1a539631c940d184689460600bd2b395/0130410666v2.jpeg "Das iG-G74M von iWave Global ist das erste erhältliche System-on-Module, das den neuen FPGA-Modulstandard oHFM.c der SGeT erfüllt. (Bild: iWave Global)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/ba/e4/bae4e54395e5a53088060531ef99b814/0130359274v2.jpeg "Mit dem Fuse EDA AI Agent verfolgt Siemens EDA ein umfassendes Programm, alle Aspekte des Chipdesigns mit KI-Coworkern zu erleichtern, auch in Questa One. (Bild: Siemens EDA)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/e1/0b/e10bc04827e33786548587e32bbae422/0130438700v2.jpeg "Optische Datenkommunikation: Um Bauteile auf Basis optischer Datenkommunikation umfassend testen zu können, sind neue Testfähigkeiten erforderlich. (Bild: © kudzik - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/35/06/3506f2a8d33a696aaef12a30771bd8d8/0130496747v2.jpeg "Ein von Keysight entwickelter Empfänger-Test für 10BASE-T1S fördert den Test von funktionskritischen Empfängern, um die Zuverlässigkeit und Sicherheit künftiger Bordnetzwerke zu gewährleisten. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/e5/ed/e5ed08c670c44565a9130e95a760dddc/0130494578v2.jpeg "PV-Anlage auf dem Dach der Elbfabrik, einer Forschungsfabrik des Fraunhofer IFF. Mit einem Sensorsystem lassen sich Fehler in PV-Großanlagen frühzeitig erkennen. (Bild: Fraunhofer IFF/Anne Bornkessel)")
:quality(80)/p7i.vogel.de/wcms/ce/33/ce336bc438b912829effe8d4704dc159/0130480307v2.jpeg "Die VNA-Plattform von Siglent unterstützen vollständige Zweitor-S-Parameter-Messungen von 9 kHz bis 3 GHz. (Bild: Siglent)")
:quality(80)/p7i.vogel.de/wcms/79/cd/79cd655c965ba69363382e5202450ea9/0130532716v3.jpeg "Roboterdichte: Südkorea führt mit großem Abstand. Deutschland auf drittem Platz. (Bild: IFR)")
:quality(80)/p7i.vogel.de/wcms/66/95/66955b49a1ac94a639b83e70354d2736/0130526171v3.jpeg "Private Netze: Siemens erweitert seine private 5G-Infrastruktur auf die USA und sieben weitere Länder (Bild: Siemens AG)")
:quality(80)/p7i.vogel.de/wcms/68/85/68852cc81fd6425ff9084ac5ad8944bc/0130521303v2.jpeg "Vorbild Fledermaus: Diese Ultraschall-Drohne findet sich in engen Räumen zurecht. (Bild: Nitin J. Sanket, wpi.edu)")
:quality(80)/p7i.vogel.de/wcms/3c/55/3c5505dd3ca3971cddd09c583a4c907d/0130458429v2.jpeg "Fit für Extrembedingungen: Diese Illustration zeigt einen photonischen Chip, dessen Komponenten mit der neuen Verbindungstechnik hochstabil gebondet wurden. (Bild: NIST)")
:quality(80)/p7i.vogel.de/wcms/47/ce/47ce64bad7990f276f68cbb24505f6dd/0130472850v2.jpeg "Data Modul fokussiert sich auf die Integration kompletter Display-Systeme. (Bild: Data Modul)")
:quality(80)/p7i.vogel.de/wcms/15/56/15564dea31861c376a385658c3b961a3/0130465243v2.jpeg "Luftaufnahme von Intels Fab 34 in Leixlip, Irland, aus dem Jahr 2024. In dem Werk werden Chips nach den hauseigenen Verfahren Intel 3 und Intel 4 gefertigt. (Bild: Intel)")
:quality(80)/p7i.vogel.de/wcms/bf/2a/bf2aad428ab1a80e6738fdbdc2efeb7e/0130453420v2.jpeg "Unter Dach und Fach: Nach Freigabe aller zuständigen Behörden das das amerikanische Unternehmen Molex den britischen Verbindungstechnik-Anbieter Smiths Interconect übernommen. (Bild: Molex / Smiths Interconect)")
:quality(80)/p7i.vogel.de/wcms/b6/c8/b6c8f7732da417bda3d298412f4c0ed8/0130453104v2.jpeg "Kein Aprilscherz: Vor 50 Jahren, am 1. April 1976 gründeten Steve Jobs und Steve Wozniak gemeinsam mit Ron Wayne das Unternehmen Apple. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
Rework von Baugruppen Reproduzierbare Lötprozesse in der Nacharbeit wie in der Fertigung
Die Evolution der Bauteile in der Mikroelektronik und Bleifrei-Umstellung stellt nicht nur die Fertigung vor große Herausforderungen. Auch auf Reparatur bzw. Nacharbeit ist zunehmend das Augenmerk zu richten. In der automatisierten Nacharbeit gilt es, einige wichtige Prozessschritte zu beherrschen, um sichere und wiederholbare Resultate zu erzielen.
Anbieter zum Thema
Oft wird Nacharbeit gleichgesetzt mit Reparatur. Selbst wenn die Reparatur einen hohen Stellenwert hat – man betrachte in vielen Fällen die hohen Kosten für Komponenten und Boards – steht sie nicht alleine da. Zur Nacharbeit zählt auch die Unterstützung des Produktionsprozesses:
- Neue Produkte unterliegen häufigen Änderungen, sei es während der Entwicklung oder auch bei der Einführung in die Produktion. Die damit einhergehenden Prototypen und Kleinserien haben aber denselben Anspruch auf die Prozessqualität wie die Serie selbst.
- Es gibt nicht wenige Applikationen, wo ein oder mehrere Bauelemente mit der Fertigungslinie aus irgendeinem Grund nicht verarbeitet werden können. Seien es exotische Bauformen, die Abmessungen, die verlangte Präzision oder auch, dass relatives Bestücken gefragt wird. Oft sind es einfach nur Bauelemente die als „Schüttgut“ geliefert werden. Da ist es sehr hilfreich, parallel zur Linie ein System zu haben, mit dem man eben mal schnell nachbestücken kann.
- Insbesondere bei der Umstellung des Produktionsprozesses auf bleifreie Materialien hilft die Nacharbeit, die Zusammenhänge im Prozess zu verstehen. Anstatt mangelhafte Baugruppen wegzuwerfen und mit den Prozessparametern zu „pröbeln“ ist es sinnvoller, die Fehler mittels Nacharbeit auf den Grund zu gehen. Nicht zuletzt werden Baugruppen serienmäßig repariert oder Nachbearbeitet, weil entsprechende Einrichtungen heute verfügbar sind, die sichere und automatisierte Prozesse erlauben.
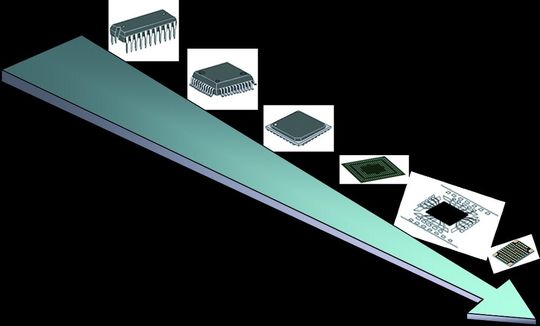
Das bekannte Gesetz von Gordon Moore scheint auch auf die Evolution der Bauelemente-Gehäuse anwendbar zu sein. Die Gehäuse sind heute kaum größer als die Chips selber, ja man packt sogar die Chips aufeinander und gelangt mehr und mehr in die dritte Dimension. Auch die Pin- bzw. Ball-Abstände erlauben es nicht mehr, Bauteile von Hand zu bestücken bzw. nachzuarbeiten. Zu groß ist die menschliche Ungenauigkeit.
So vielfältig der Lötprozess ist, so vielschichtig sind auch dessen Probleme wie „Popcorn“- oder „Grabstein“- Effekte, Kurzschlüsse oder Unterbrüche, ungenügende Lotpastenmenge, schlechte Benetzung u.v.m. Wir haben es hier mit einem Zusammenspiel chemischer, mechanischer und thermischer Parameter zu tun, die es in den Griff zu kriegen gilt.
Ist der Prozess einmal aufgesetzt, gilt es, diesen über viele Durchläufe stabil zu halten, unabhängig von den Umgebungsbedingungen. Was in der Fertigung selbstverständlich ist, wird leider in der Nacharbeit oft vernachlässigt. Unsere Überzeugung ist es, die Lötprozesse in der Nacharbeit in der gleichen Art und Weise zu meistern wie in der Fertigung.
Umstellung auf bleifreie Lötprozesse

Zu den Herausforderungen der Gehäuseevolution kommt nun noch die Umstellung auf bleifrei dazu. Das Ausschlaggebende Merkmal der Bleifrei-Technologie sind die um rund 35°C höheren Prozesstemperaturen. Mehr oder weniger gleich geblieben sind aber die thermischen Eigenschaften und Grenzen der Bauelemente. Das bedeutet, dass die Lötprofile umso genauer eingehalten werden müssen, weil das Prozessfenster schmaler geworden ist.
Neben den höheren Verarbeitungstemperaturen haben bleifreie Lote die Eigenschaften, stärker zu oxidieren bzw. mehr Krätze zu bilden. Insbesondere die BGAs schwimmen praktisch nicht mehr ein, wie bei konventionellen bleihaltigen Materialien gewohnt.
Die wichtigsten Parameter im Lötprozess
Um die Reparatur und Nacharbeit sicher und reproduzierbar zu machen sind im Wesentlichen folgende Parameter zu kontrollieren:
Heizleistung: Unterheizung

In der Nacharbeit wird in der Regel selektiv ein- und ausgelötet. Das heißt, die Leiterplatte wird partiell stärker geheizt. Um sie vor dem Verziehen, Wölben oder thermischem Schock (Delaminierung) zu schützen, muss sie möglichst gleichmäßig vorgeheizt werden, in bleifreier Umgebung bis zu 150°C. Darüber hinaus wird somit die Temperaturdifferenz zwischen Bauelement und Leiterplatte auf ein Minimum reduziert (nicht zu verwechseln mit dem Bauelemente-T).
Genügend Heizleistung für große oder dicke Leiterplatten ist das eine, die gelieferte Energie zu kontrollieren ist das andere. Zevac arbeitet mit geschlossenen Regelkreisen. Das heißt, die Temperatur wird mit bis zu 7,5 kW Leistung rasch auf den gewünschten Wert gebracht und danach konstant auf diesem Wert gehalten. Die Vorheizer von Zevac sind in unabhängige Zonen unterteilt. Damit lassen sich auch kleinere Leiterplatten effizient verarbeiten, ohne Heizleistung zu verschwenden.
Heizleistung: Oberheizung
Genügend Leistung zur Verfügung zu stellen gilt selbstverständlich auch für das eigentliche Heizelement zum Ein- und Auslöten. Heißgas hat gegenüber anderen Systemen den Vorteil der besseren Wärmeverteilung. Damit kann die Hitze genau an die Lötstellen geführt werden, ohne temperaturkritische Zonen dem Risiko von Überhitzung auszusetzen. Auch hier treffen wir einen geschlossenen Regelkreis an, der wiederum garantiert, dass das Lötprofil exakt und mit konstanten Ergebnissen abgefahren wird. Unterstützt wird das ganze durch motorisierte Achsen in X, Y, Z und Theta (Rotation), Vision X, Vision Y und Vision Zoom.
Besonders für bleifreie Materialien ist der Einsatz von Schutzgas unerlässlich, um der verstärkten Oxidationsfreudigkeit entgegen zu wirken. Zevac’s Systeme bieten zwei Gasquellen (z.B. Luft und Schutzgas), die flexibel während einer beliebigen Phase im Lötprofil selektiert werden können.
Kühlung
Nicht nur die Heizleistung, sondern auch eine effiziente Kühlung der Lötstelle, der Komponente und der Leiterplatte ist unerlässlich für gute Resultate. Untersuchungen von Koki haben gezeigt, dass eine rasche Abkühlung der Lötstelle ein besseres Gefüge des Lotes und weniger Lunkerbildung ergibt.
Darüber hinaus werden die Materialien weniger lange den hohen Temperaturen ausgesetzt, was sich wiederum günstig auf die Lebensdauer der Baugruppe auswirkt. Einströmende Umgebungsluft durch die Düse oder den Leiterplattenkühler kühlt sowohl die Bauelemente wie auch die Leiterplatte effizient herunter.
Gleichmäßige Wärmeverteilung

Heißgasdüsen haben sich in der Praxis mehrfach bewährt. Die vorhandene Heizleistung wird durch das ausgeklügelte Design an genau die Stelle gebracht, wo sie benötigt wird. Ein rasches Aufschmelzen des Lotes ist somit gewährleistet. Dies senkt die maximale Temperatur, der das Bauelement ausgesetzt ist und reduziert die Zeit in der so genannten „Peak-Zone“.
Zusätzlich besteht die Möglichkeit, hitzeempfindliche Zonen, wie der Chip selber oder benachbarte Komponenten vom Energiefluss abzuschirmen und zuverlässig vor thermischer Überlastung zu schützen. Zevac bietet ein umfangreiches Sortiment an Standard- wie auch kundenspezifischen Düsen an.
Lötstellenvorbereitung

Bevor das neue Bauelement eingelötet werden kann, ist die Lötfläche von verbleibendem Lötzinn und Schmutz zu befreien und die Oberfläche zu ebnen. Damit wird beim anschließenden Einlöten eine bessere Benetzung erreicht. Dieser Schritt ist zwingend für die Nacharbeit von BGA und vor dem Dosieren von Lotpaste und wird aber beim selektiven Löten grundsätzlich empfohlen.
Im Gegensatz zum Lötkolben und der Absauglitze arbeitet das Zevac-Prinzip berührungslos. Die Arbeitshöhe wird automatisch nachgeregelt und verhindert somit ein Berühren der Oberfläche selbst dann, wenn sich die Leiterplatte biegen sollte. Ein Wegreißen der Lötaugen und Pads wird somit verhindert. Als angenehmer Nebeneffekt werden Durchkontaktierungen (Vias) ebenfalls von Lötzinn befreit.
Genauigkeit
Als Kernelement für die Genauigkeit im Rework setzt Zevac auf ein umfangreiches und flexibles Bildverarbeitungssystem. Die wichtigste Aufgabe ist das Erkennen von bauteilspezifischen Merkmalen und präzise Ausrichten (X, Y und Theta) auf die Anschlussflächen auf der Leiterplatte. Dabei ist der Anwender nicht nur auf eine vordefinierte Bibliothek von Modellen limitiert, er kann selbst exotische Bauelementeformen oder Referenzmarken wie auch Schriftzüge und andere optische Merkmale beliebiger Form und Größe in den Prozess mit einbeziehen. In der vollautomatischen Nacharbeit kann das Bildverarbeitungssystem darüber hinaus für zusätzliche Aufgaben wie zum Beispiel zur Erkennung fehlender/falscher Bauelemente, zur visuellen Inspektion oder zum Lesen von Barcodes eingesetzt werden.
Wiederholbarkeit und Zuverlässigkeit
Das hohe Niveau an Qualität – insbesondere in der automatisierten und teilautomatisierten Nacharbeit – wird dadurch gewährleistet, dass sämtliche einmal ermittelte Parameter in der Maschinensteuerung hinterlegt und jederzeit abrufbar ist. Nicht nur Temperaturprofile, sondern alle möglichen Einstellungen und Parameter des gewünschten Prozesses sollen wiederholbar sein, auch unter veränderten Umgebungsbedingungen.
VisualMachinesTM nennt sich die Software, die mit ihrem offenen Ansatz und der Bedienerfreundlichkeit im bewährten Stil von Produktionsmaschinen stets reproduzierbare Ergebnisse sicherstellt. Von der Maschinenkonfiguration über das Erstellen von Lötprofilen und Prozesslisten bis hin zu Auswertungen und Statistiken wird alles zentral über die Software gesteuert. Vordefinierte Prozessschritte können einfach und flexibel in die Prozessliste eingebaut werden.
Aus dem Zusammenspiel der fünf Punkte ergeben sich in der Nacharbeit Effizienzsteigerungen durch
Automatisierung
Reproduzierbarkeit
Zuverlässigkeit
Rückverfolgbarkeit
Flexibilität
was sich wiederum in einer Reduzierung der Kosten niederschlägt.
Zevac hat seine Maschinenfamilie ONYX mit diesen Merkmalen ausgestattet. Je nachdem, welcher Automationsgrad eine Applikation erfordert und welche Prozessschritte realisiert werden, steht eine breite Auswahl an Geräten zur Verfügung:
Vollautomatisiert: ONYX 32

Multifunktionales Positioniersystem, wahlweise in der Ausführung Heißgas oder Semicon. Optionen: Dispenser: Zeit/Druck oder Schraube, Heißgasdüsen- und Saugerwechsler, Die Flipper, Höhenmesser mechanisch oder mit Laser, manuelle oder automatische Rakel-station, Kraftsensoren, Restlotentfernung, Kontaktheizsystem, Anbindung an div. Feeder, kundenspezifische Optionen.
Typische Applikationen sind Serienreparatur, Prototypenbau und Kleinserienfertigung in der Mikroelektronik, Mikrooptik, Hybridtechnik, Mikromechanik oder Halbleiterfertigung/-packaging und viele mehr.
Teilautomatisiert: ONYX 29 - halbautomatisches High-tech-Gerät

Die offene Konstruktion und Steuerung über sieben motorisierte Achsen gewährleistet wiederholbare Ergebnisse hoher Qualität. Optionen: Vorwärmervarianten, Infrarot-Temperatursensor, Tray Bridge, Rakelstation, Leiterplattenaufnahme, Leiterplattenkühlsystem, Restlotentfernung, Dispenser: Zeit/Druck, Pyrometer, Direktkamerasystem, Arbeitstisch.
Dieses Gerät wird typischerweise im SMT-Rework von BGA, µBGA, CSP, Flip Chip, LGA, MLF, CCGA, TCP, 0201, HF- Abschirmungen, Stecker, Sockel und applikationsspezifische Komponenten auf dicht bestückten Leiterplatten eingesetzt. Prototypenbau und Nachbestückung sind weitere Einsatzgebiete.
ONYX 25 und ONYX 24

Einfaches aber kraftvolles Hochleistungsgerät im ergonomischen Design für die heutigen Anforderungen der Industrie. Optionen: erweiterte Unterheizung, Restlotentfernung, Infrarot-Temperatursensor, Leiterplattenkühlsystem, Direktkamerasystem-Rauchabsaugung, Maschinentisch. Das neueste Mitglied der ONYX-Familie adressiert vor allem das Selektivlöten von SMD-Komponenten, Prototypenbau und Nachbestückung.
*Bruno Affolter ist Sales Engineer Automation bei der Zevac AG in Solothurn/Schweiz.
(ID:231357)
:quality(80)/p7i.vogel.de/wcms/91/ed/91ede353d6270e087d49807513f63e87/0126993315v2.jpeg "Baugruppen-Rework ist eine Maßnahme, die in der Elektronikfertigung im Sinne der Nachhaltigkeit ergriffen werden kann. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/3f/0d/3f0d634d8c172031474c341b3a2b725e/0129262158v2.jpeg "Das Stannol Tacky-Gel TG6000. (Bild: Stannol GmbH & Co. KG)")