
:quality(80)/p7i.vogel.de/wcms/0b/99/0b9903e11b1cd8e5cdc52384d9177532/0131857635v2.jpeg "Dr. Alexander Noack steht neben dem QRNG-R19-Demonstrator. Dieser Quanten-Zufallszahlengenerator gewinnt echte Zufälligkeit aus Quanten-Vakuumfluktuationen. Auf Basis von intrinsisch zufälligen und unbeeinflussbaren Quanteneffekten werden echte Zufallszahlen mit Bitraten von 4 GBit/s erzeugt. (Bild: Fraunhofer IPMS)")
:quality(80)/p7i.vogel.de/wcms/fc/bc/fcbcbfa8f7881b7e4069ae1d2b0f11be/0131758679v2.jpeg "Energie sparen, schneller rechnen und Daten dauerhaft sichern: Die von Fraunhofer IPMS entwickelte und nach industriellen Prozessen von Globalfoundries gefertigte FRAM-Speichertechnologie soll genau diese Anforderungen erfüllen. (Bild: Fraunhofer / Piotr Banczerowski)")
:quality(80)/p7i.vogel.de/wcms/e9/ae/e9ae4d24c4dccb6f8fefcc08f7258e35/0131736205v2.jpeg "Antennenarray am Mast: Beamforming und HF‑Integration sind Schlüsselfaktoren für die Performance künftiger 6G‑Netze. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/a5/df/a5dfa5148af04ae072dfbf628009ef89/0131873657v3.jpeg "(Bild: Imec)")
:quality(80)/p7i.vogel.de/wcms/f0/1b/f01bf534ae26f5c6af66cbf13235b87a/0131857321v2.jpeg "AMD hat das in Kalifornien ansässige Startup Mext übernommen. Das von dem Unternehmen entwickelte Speicher-Tiering soll selten genutzte Daten auf NAND-Flash auslagern und so den DRAM-Bedarf in Rechenzentren entlasten. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/82/88/8288914a5dce25b3bbd9e9ea1655ac48/0131845817v2.jpeg "Federkontakte:
Aus einem federnden Pin wird ein elektromechanisches Ausgleichssystem, das verbindet, toleriert und stabilisiert. Zu sehen der Omniball Connector. (Bild: Mill-Max)")
:quality(80)/p7i.vogel.de/wcms/9a/3b/9a3bc2a33bb665879e03b0f66eb5efb4/0131913830v2.jpeg "Renesas hat Pictorus übernommen, um die Software-Entwicklung für eingebettete Anwendungen innerhalb der Renesas-365-Plattform zu vereinfachen und zu beschleunigen. Angaben zum Kaufpreis wurden in den vorliegenden Informationen nicht genannt. (Bild: Reneas)")
:quality(80)/p7i.vogel.de/wcms/7f/d4/7fd4df861429341a7bcafc51efedc9df/0131883654v2.jpeg "Digitale Souveränität: Deutschland und Frankreich wollen künftig gemeinsam stärker auf eigene Infrastrukturen, offene Technologien und besser geschützte Datenräume setzen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d9/d2/d9d2a4a29f3b12683dff26c973b43027/0131836310v2.jpeg "Quantencomputer Libra: Das fehlerkorrigierte System von Quera soll ab 2028 über Amazon Braket für komplexe kommerzielle Anwendungen verfügbar sein. (Bild: Quera)")
:quality(80)/p7i.vogel.de/wcms/88/34/8834f588cc03ac19278bf2c60cb0f467/0131907985v2.jpeg "Systemübergreifende Kontextintegration: KI-Agenten führen isolierte Daten aus ALM-, PLM- und ERP-Systemen zu fundierten Entscheidungsvorlagen zusammen. (Bild: PTC)")
:quality(80)/p7i.vogel.de/wcms/96/4c/964cf442a157e3bfdbc8b54480cc9872/0131874372v2.jpeg "Duo: Carrierboard „Just A Pi“ (oben) mit kaum sichtbarem Raspberry Pi CM5 (Bild: ARK Electronics)")
:quality(80)/p7i.vogel.de/wcms/03/14/031429a9de0cf9efcfbcd477e8b2ef02/0131907760v2.jpeg "Das Münchner Landgericht hat in zwei weiteren Patentrechtsklagen gegen das chinesische Unternehmen Innoscience zugunsten von Infineon entschieden. Doch in China befand der oberste Gerichtshof, dass hingegen Infineon ein Patent des chinesischen Konkurrenten verletzt haben soll. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/fc/8a/fc8abb4d63749d997f748520bbb69c2f/0131809996v2.jpeg "Dimensionen im Fokus: Eine vollständige Wheatstone-Brückenschaltung auf einer Fingerkuppe verdeutlicht den hohen Grad der Miniaturisierung der Sensortechnologie von Digid. (Bild: Digid)")
:quality(80)/p7i.vogel.de/wcms/1e/7a/1e7a37663aad5ee011b0f766d44e8ed9/0131765852v2.jpeg "Stromversorgungslösungen für Rechenzentren boomen, entsprechend gefragt sind SiC-Anwendungen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/5b/75/5b758a6d983e2380da34de7bd474d422/0131438570v2.jpeg "AMD Zynq Ultrascale+ MPSoC ZCU102 Evaluierungskit: Ob als fertiges System oder zur Vorevaluierung, die Implementierung eines RISC-V-Softcores auf einem FPGA kann sich mituner schwieriger gestalten als gedacht. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/2e/78/2e789ef76c84f5fcdf02b5697a22f9ab/0131062677v2.jpeg "Zur Stärkung des Portfolios insbesondere mit Blick auf Edge-Cloud-Infrastruktur für KI-Lösungen übernimmt Low-Power-FPGA-Spezialist Lattice Semiconductor den Firmware- und Cloud-Software-Entwickler AMI. (Bild: Lattice)")
:quality(80)/p7i.vogel.de/wcms/d4/1d/d41d81ec84a42b4fd5d732d36d0021ce/0130877962v2.jpeg "Im Element:
Auch fast 40 Jahre, nachdem sich der Elektrotechnik-Ingenieur als Berater für ASIC- und FPGA-Entwicklung selbstständig machte, hält Eugen Krassin immer noch Schulungen und Seminare zur programmierbaren Logik. (Bild: Toby Giessen)")
:quality(80)/p7i.vogel.de/wcms/0f/c4/0fc4f1c68ab438a1b827685f52aac47b/0131898344v2.jpeg "Die Electronica 2026 zeigt Technologien für resiliente Elektronik. (Bild: Messe München GmbH)")
:quality(80)/p7i.vogel.de/wcms/e8/42/e842dfba0064a29978935733ebc89eb0/0131831278v2.jpeg "Während Desktop-Systeme heute standardmäßig mit Exploit-Mitigation-Mechanismen abgesichert sind, fehlen vergleichbare Schutzmaßnahmen in vielen Embedded Devices noch immer. Das macht vernetzte Geräte im Feld zu einem attraktiven Angriffsziel und verschärft den Handlungsdruck für Hersteller. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/8b/a7/8ba78f02e76e08a21fe98487faa35225/0131725834v1.jpeg "Die Neugründung eines KI-Sicherheitsinstituts soll insbesondere auf die digitale Souveränität Deutschlands einzahlen. (Bild: Gemini / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/99/b3/99b3d1fd155da60b5591bcfd13c933b7/0131894777v2.jpeg "Mixed-Signal- und Leistungshalbleiter: Die Dienstleistungen der Cosmic-Gruppe begleiten Kunden von der ersten Designphase bis zum End-of-Line-Test. (Bild: Cosmic Group)")
:quality(80)/p7i.vogel.de/wcms/68/f3/68f330641144fa3f03d2676d0966ca03/0131585559v2.jpeg "Wearable: Die Kombination aus multimodaler Sensorik, Embedded AI und Echtzeitfeedback schafft eine neue Form der prozessintegrierten Werkerassistenz. (Bild: Voss Automotive)")
:quality(80)/p7i.vogel.de/wcms/a7/5e/a75e118eabb30306c3f2520615dd2ff0/0131786598v2.jpeg "Keysight beschleunigt mit der Hybrid-eCall-Zertifizierung den Fortschritt in der Notfallkommunikation für die Automobilindustrie. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/2a/71/2a71552311c8bdae374ce140712fb2d2/0131890634v4.jpeg "Ein humanoider Roboter entnimmt ein Getränk aus dem Regal und stellt es auf dem Tresen bereit. Die Demonstration auf der Bosch Connected World 2026 zeigte zentrale Fähigkeiten humanoider Systeme in einem konkreten Handhabungsprozess. (Bild: SCHUNK SE & Co. KG)")
:quality(80)/p7i.vogel.de/wcms/ac/1f/ac1f342731c1e5c824527881268b214e/0131865780v2.jpeg "Siemens Industrial Edge ermöglicht es Kunden, Edge-Geräte und -Apps direkt am Produktionsstandort bereitzustellen und zu verwalten. Das App-Ökosystem sorgt für eine nahtlose Verbindung zu industriellen Anlagen, IT-Systemen und der Cloud. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/44/ad/44ad8f8b18b29422f6e68bdc261397e1/0131904972v2.jpeg "Synopsys setzt auf systembewusstes Co-Design statt Overdesign. (Bild: Synopsys)")
:quality(80)/p7i.vogel.de/wcms/c6/bc/c6bc5289c9c128c1ca3fc990c52e7859/0131852659v2.jpeg "Waferfertigung bei Intel mit einer HIGH-NA-EUV-Anlage. Intel Foundry hat den Start der Risikoproduktion für den iterativ verbessrte Fertigungsprozess 18A-P angekündigt. Dieser soll nach Unternehmensangaben höhere Leistung, verbesserte thermische Eigenschaften sowie Kompatibilität mit den Designregeln von Intel 18A bieten. (Bild: Intel)")
:quality(80)/p7i.vogel.de/wcms/b2/90/b290f6da9e409cfc7d5a8aa2b78ec062/0131904956v2.jpeg "Georg Schlegel baut seinen Stammsitz Dürmentingen massiv aus. 2.800 Quardratmeter zusätzliche Nutzfläche kommen als Produktions- und Bürofläche hinzu. (Bild: Schlegel)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Anbieter zum Thema
3. Volumen-Design des Lötguts
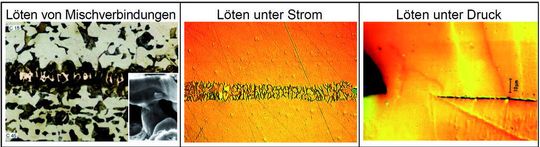
Beispiele für diese Art des Designs sind in Bild 4 dargestellt. Die linke Abbildung zeigt das Gefüge einer kombinierten Schmelzlöt-Schmelzschweiß-Verbindung nach dem Schmelzlöten von Stählen mit unterschiedlichem C-Gehalt mit ei-nem Cu-Fertiglot /8/. Unter diesen Bedingungen und bei entsprechend kleinen Montagespalten entstehen während der Abkühlung der Lötgutschmelze stengelförmige FeCu-Primärkristallite (siehe kleines Bild rechts unten mit abgeätztem CuFe-Lötgut), die beide Lötanschlussflächen miteinander verschweißen /9/. Derartige Mischverbindungen zeichnen sich insbesondere durch eine deutlich erhöhte Scherfestigkeit aus /10/.
Ein ähnliches Verbindungsgefüge entsteht beim Widerstandslöten von Cu mit einem CrNi-Stahl als Fertiglot (Abbildung in Mitte von Bild 4). Aufgrund des höheren elektrischen Widerstandes des Stahl gegenüber dem Cu-Grundwerkstoff wird dieses Stahllot mit einer Schmelztemperatur von etwa 1400°C zuerst geschmolzen. Danach erfolgt sofort das chemo-thermische Anschmelzen des Cu mit einer Schmelztemperatur von 1084 °C, wie es für das Übersoliduslöten /11/ typisch ist. Bei Abkühlung richten sich die erstarrenden FeCrNiCu-Primärkristallite entlang des elektrischen Feldes aus. Damit entsteht wiederum eine kombinierte Schmelzlöt-Schmelzschweiß-Verbindung. Mit dieser Designvariante können hochfeste Stumpf-Lötverbindungen gefertigt werden.
Eine weitere Möglichkeit des Volumen-Designs des Lötguts besteht in der Anwendung des Schmelzlötens unter einem bestimmten Lötdruck (rechte Abbildung in Bild 4). Bei der Fertigung von unterbrochenen Schmelzlötverbindungen z.B. beim Schmelzlöten von Mikroreaktoren konnte von den Autoren beobachtet werden, dass an den Stellen mit der Unterbrechung - hier wegen der eingearbeiteten Strömungskanäle - immer lokal begrenzte Presslötverbindungen entstanden, die dann von den üblichen Schmelzlötverbindungen abgelöst wurden. Solche kombinierten Schmelzlöt-Pressschweiß-Verbindungen werden sich insbesondere durch ihre ausgezeichnete Dichtheit und Korrosionsbeständigkeit auszeichnen.
Literatur:
/1/ www.imtek.de/content/pdf/public/2008/Dalin_Zuverlaessigkeit_bleifrei-geloeteter_Leistungs- Halbleiterbauelemente_PLUS.pdf
/2/ K. Wittke: Erhöhte Bruchsicherheit in Schweißkonstruktionen durch rationelle Ausnutzung der Anisotropie der Eigenschaften Schweißguts. Schweißtechnik (Berlin), 16 (1966) 10, S. 463-466
/3/ O. A. Kusnezov, A. I. Pogalov: Festigkeit von Lötverbindungen. Verlag Maschinostrojenije, Moskau 1987
/4/ I. E. Petrunin u. a.: Werkstoffkunde des Lötens. Verlag Metallurgija, Moskau 1976 - zitiert aus I. E. Petrunin u. a.: Handbuch des Lötens. Verlag Maschinostrojenije, Moskau 1973
/5/ K. Wittke, W. Scheel, G. Köhler: Diffusionslöten – Wirkprinzip und Verfahrensvarianten. Vortrag auf der Internationalen Tagung LÖT´01, Aachen, 8.-10.05.2001. DVS-Berichte; Bd. 212. DVS- Verlag Düsseldorf, S. 181-188
/6/ K. Wittke , W. Scheel: Verbundlote und adaptive Lötverbindungen. PLUS1/2007, S. 151-154
/7/ K. Wittke, W. Scheel: Kaskadenlöten und Kaskadenlote als Teil der „Grünen Löttechnik“. SMT, 1-2 / 2009, S. 14-18
/8/ A. Rinn: Gefüge und Festigkeitsverhalten von C15- und C45-Lötverbindungen. Diplom-Arbeit, TU Berlin, 1995
/9/ K. Wittke u. a.: Hochtemperaturschmelzloten von Baustahl mit Kohlenstoffstahl. Schwei߬ technik (Berlin), 32 (1982) 10, S. 440-446
/10/ K. Wittke, U. Füssel, A. Demmler: Einige Entwicklungsergebnisse zum Löten im Maschinen¬ bau. Hart- und Hochtemperaturlöten: Vorträge des gleichnamigen 9. Dortmunder Hochschul- kolloquiums, Dortmund, 6.-7.12.1990, DVS Verlag, Düsseldorf, DVS-Berichte, Bd. 132, S. 9-11
/11/K. Wittke, W. Scheel: Die Lötverbindung – Buch 2. Buchreihe: Aufbau- und Verbindungstechnik in der Elektronik - aktuelle Berichte, Band 5. Herausgeber W. Scheel, K. Wittke, M. Nowottnick. Verlag Dr. Markus A. Detert, Templin 2008
Artikelfiles und Artikellinks
(ID:317498)
:quality(80)/p7i.vogel.de/wcms/ee/a8/eea894abb0f1f0844bcb12edb6e50d71/0129450905v2.jpeg "Elektronikgehäuse mit Deckel. (Bild: Formary)")
:quality(80)/p7i.vogel.de/wcms/85/b0/85b0b32128f6d1968e975043f1e0b67b/0130342166v3.jpeg "Nahe am Versagen: Vier Aufnahmen derselben Messung, unterschiedlich eingefärbt – je heller, desto höher die mechanische Spannung im Material. An der Spitze des wachsenden Dendriten zeigt sich ein charakteristisches Fliegen-Muster. (Bild: Courtesy of Cole Fincher and Yet-Ming Chiang)")