:quality(80)/p7i.vogel.de/wcms/d8/78/d878b7bfc23826e6ddfce42443836d28/0130384280v2.jpeg "Jensen Huang bei einer Präsentation der GB200-Grace Blackwell Plattform: Der Gründer und CEO von Nvidia wurde für seinen Beitrag zum Vorantreiben von KI-Technologien mit dem Imec Lifetime Achievement Award 2026 ausgezeichnet. (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/e9/ce/e9ce137e87eccac328ec5504c586c477/0129711019v3.jpeg "Im Rahmen eines Entwicklungsprojekts wurden verschiedene bleireduzierte und bleifreie Kupfer-Beryllium-basierte Legierungskonzepte untersucht, die die Anforderungen an hohe Festigkeiten als auch eine hohe elektrische Leitfähigkeit erfüllen. (Bild: Materion)")
:quality(80)/p7i.vogel.de/wcms/68/46/684697b6eb687384e0d8c6803450401a/0130056395v2.jpeg "Das TUM RoboGym (powered by Neura) in der Planungsphase (Grafik). Die TU München und das Robotik Startup Neura Robotics planen, gemeinsam am Campus der TU München das weltgrößte Robotik-Trainingszentrum einzurichten. (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/88/a1/88a15070daae8c090f4256580cf8a61c/0130329906v2.jpeg "Hybride Netzwerke: Mit dem LiveLink Bluetooth NLC Gateway lassen sich Funk- und DALI-Komponenten in einem Netzwerk vereinen. (Bild: Trilux)")
:quality(80)/p7i.vogel.de/wcms/f7/90/f79070d95e48c6d1a5c77c5d05a7e4da/0130344018v1.jpeg "Auch große Player im Speichermarkt investieren nun Stark, um sich langfristig die Versorgung mit DRAM-Bausteinen zu sichern: Der taiwanesische Speicherhersteller Nanya Technology hat über eine Privatplatzierung von Aktien etwa 2,5 Mrd. US-$ eingefahren. Zu den Investoren zählen unter anderem Sandisk, Kioxia und Sk hynix, die sich hierüber eine langfristig garantierte Versorgung mit DRAM erhoffen. (Bild: Nanya Technology)")
:quality(80)/p7i.vogel.de/wcms/1b/bb/1bbb096db776f5ab19ff87fc7f86392f/0130318021v2.jpeg "Prototyp des neuartigen Sensorchips: ETH-Forschende haben ein Sensorsystem entwickelt, das produzierte Daten direkt im Chip fälschungssicher signiert und das unbemerkte Fälschen von Daten praktisch unmöglich machen soll. (Bild: Caroline Arndt Foppa / ETH Zürich)")
:quality(80)/p7i.vogel.de/wcms/6a/42/6a423ced6604acf7d3eef8e4c0c2bd39/0130317237v4.jpeg "Mit der AGI-CPU wagt Arm nach eigenen Angaben einen \"historischen Schritt\": Das Unternehmen präsentiert sich mit dem auf KI in Rechenzentren abzielenden Prozesser erstmals als Anbieter eigener Chips, nicht nur als reiner IP-Lizenzgeber. (Bild: Arm)")
:quality(80)/p7i.vogel.de/wcms/a2/31/a2319b6d6b473424b275f6489bbce348/0130213768v2.jpeg "KI kann in China günstig arbeiten und die Ergebnisse rasant in alle Welt liefern. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/c2/88/c28805ea7b2261235475146a5b0c61f8/0130313028v2.jpeg "x86 trifft adaptive Logik: Auf der Messe demonstriert AMD die industrielle Vernetzung eines Node-RED-Gateways (links) mit Zynq-UltraScale+-Controllern (Mitte) und einer Soft-SPS auf Basis der Ryzen AI P100 Serie (rechts). (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/85/b0/85b0b32128f6d1968e975043f1e0b67b/0130342166v3.jpeg "Nahe am Versagen: Vier Aufnahmen derselben Messung, unterschiedlich eingefärbt – je heller, desto höher die mechanische Spannung im Material. An der Spitze des wachsenden Dendriten zeigt sich ein charakteristisches Fliegen-Muster. (Bild: Courtesy of Cole Fincher and Yet-Ming Chiang)")
:quality(80)/p7i.vogel.de/wcms/81/c0/81c03683c33cf69903df78a57145bcca/0130328599v2.jpeg "Solid-State-Transformatoren: Die Siliziumkarbid-Leistungshalbleiter von Infineon sollen den Wirkungsgrad, die Leistungsdichte und die Zuverlässigkeit der Halbleitertransformator-Plattform von DG Matrix verbessern. (Bild: Infineon Technologies AG)")
:quality(80)/p7i.vogel.de/wcms/6d/f0/6df06a1488ceb6357c287fee993fad65/0130161592v3.jpeg "Die weltweit erste voll funktionsfähige Quantenbatterie als Proof-of-Concept, entwickelt von CSIRO und seinen Kooperationspartnern, der University of Melbourne und dem RMIT. (Bild: CSIRO and collaborators, The University of Melbourne and RMIT)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/66/0c/660c31afa35398bac9be42f2be73fdc4/0129073529v2.jpeg "FPGAs lösen Performance-Engpässe, gelten aber in der Programmierung als schwer zugänglich. Die universelle Programmiersprache Livt soll die Hürde senken – korrekt, deterministisch und HDL-kompatibel. (Bild: Toby Giessen / VCG)")
:quality(80)/p7i.vogel.de/wcms/ba/e4/bae4e54395e5a53088060531ef99b814/0130359274v2.jpeg "Mit dem Fuse EDA AI Agent verfolgt Siemens EDA ein umfassendes Programm, alle Aspekte des Chipdesigns mit KI-Coworkern zu erleichtern, auch in Questa One. (Bild: Siemens EDA)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/ac/31/ac31fbd47f85c24ae7d13a73555c85e6/0130236430v2.jpeg "Mess- Module: Das Modul 720301 in Kombination mit dem SL2000 ermöglicht unter anderem RMS- und Leistungsberechnungen. (Bild: Yokogawa)")
:quality(80)/p7i.vogel.de/wcms/ef/a0/efa0d8af7bcf1d64636b877a04b853d9/0130136738v2.jpeg "Nigel unterstützt Ingenieure und Entwickler bei ihrer täglichen Arbeit. (Bild: Emerson NI)")
:quality(80)/p7i.vogel.de/wcms/bf/82/bf82f81061b759c454e15ec4c2e7560b/0130110139v2.jpeg "48 Volt im Fahrzeug: Ziel ist eine effiziente Energienutzung, einfache Integration sowie eine zuverlässige Leistung. Doch mit den Möglichkeiten kommen auch Probleme. (Bild: Leoni)")
:quality(80)/p7i.vogel.de/wcms/74/96/74964a7715c738a9e8b17681445ceed3/0130103633v2.jpeg "Zusammen mit dem Vektor-Netzwerkanalysator PNA/PNA-X kann der Lightwave Component Analyzer N4378A von Keysight optische Transceiver-Komponenten mit 1,6 T und darüber hinaus charakterisieren. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/2f/b5/2fb51bc9f8702faa2195070c97fe7754/0130349161v2.jpeg "Edge-KI für den Shopfloor: Siemens-CEO Roland Busch präsentiert einen Industrial Edge PC mit integrierter Nvidia-GPU, der als Echtzeit-Orchestrator für Flotten von SPSen dient. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/78/ab/78abfaed29756f96d23ae135f707026a/0130332461v2.jpeg "Zentrale in Ankara: Der Hauptsitz von NGX Storage befindet sich in der türkischen Hauptstadt. (Bild: NGX Storage)")
:quality(80)/p7i.vogel.de/wcms/b9/e5/b9e56a5eba2fbf56a6e3efac57f96dbb/0130345302v2.jpeg "Made in India: Angaben der India Electronics and Semiconductor Association (IESA) dürfte das Land in der Lage sein, bis Anfang 2027 zwischen 75 und 80 Millionen Chips produzieren zu können, sobald die derzeit im Bau befindlichen Anlagen ihren Betrieb aufnehmen. (Bild: Pixabay (Montage: Sebastian Gerstl))")
:quality(80)/p7i.vogel.de/wcms/9c/06/9c0651d3c2cec436277af3f698a6cf3f/0130342944v2.jpeg "Samsung-Standort im texanischen Taylor: Samsung Foundry plant Analystenmeldungen zufolge den Bau einer zweiten Wafer-Fab im US-Bundesstaat. (Bild: Samsung)")
:quality(80)/p7i.vogel.de/wcms/02/f8/02f84dfb1ad4ccfe94f3b4045bcee023/0130316909v2.jpeg "Der anhaltende Irankrieg und die Blockade der Straße von Hormus droht die bestehende Krise im Chipmarkt zu verschärfen: Der für die Fertigung wichtige Rohstoff Helium kann derzeit nicht aus Katar ausgeliefert werden. Vor allem südkoreanische Hersteller wie Samsung und SK Hynix, aber auch Hersteller in Taiwan sind dadurch betroffen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/a2/b5/a2b54e377a6050b54acf8ac938b63ef8/0130318106v2.jpeg "NIS2: Die Richtlinie zwingt Unternehmen, ihre Produktionslandschaften systematisch zu erfassen und Risiken auf Basis realer Daten zu bewerten. (Bild: AMDT)")
:quality(80)/p7i.vogel.de/wcms/00/08/0008cc4b713f15ab39492f6c66b0485f/0130362942v2.jpeg "Wafer: Ein Symbolbild (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
Schablonendruck in der SMT-Fertigung Die kritischen Prozessschritte beim Drucken der Lotpaste
Das Drucken der Lotpaste gilt als kritischster Prozessschitt in der SMD-Fertigung - Tendenz steigend. Beim Schablonendruck müssen verschiedenen Faktoren optimal zusammenspielen. Rakeldruck und Rakelgeschwindigkeit des Druckers, das Ablösen der Schablone und Auslösen der Paste und nicht zuletzt das Reinigen der Druckschablone.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/36700/36719/65.jpg "LOGO.jpg ()")
„Wie sicher ist der Schablonendruck?“ Für Uwe Schäfer, Application Manager von Ekra/Asys, ist dies mehr Leitmotto als rhetorische Frage. Trotz aller bisherigen Meilensteine und Verbesserungen im Schablonendruck sieht er noch „viel Potential, das brach liegt“. Im Zuge dessen, wie die Ansprüche in der SMT-Fertigung steigen, müsse auch der Druckprozess kontinuierlich optimiert werden, um eine „flexible, qualitativ herausragende, schnelle, kostengünstige und verlässlichen Fertigung“ zu gewährleisten.
Sicherlich unterliegen das Zusammenwirken von Rohstoffen, Maschinen und Mensch weiteren Optimierungen. Worauf es ihm aber ankommt ist, das Praxiswissen so unkompliziert wie möglich zu vermitteln. Daher gilt für ihn: „Der Schablonendruck ist ein lebendiger Prozess, weil noch viel Handling nötig ist.“
Rakeldruck sollte ca. 2 bis 3 N/cm der Rakellänge betragen
Wie etwa beim Rakeln. Hier gilt: Ist der Rakeldruck zu niedrig, ergeben sich Verschmierungen, zu hohe Lotdepots oder gar unvollständige Füllungen. Ist er zu hoch, dann können sich leicht Brücken bilden durch zwischen den Pads verlaufender Lotpaste. Zudem erhöht sich der Rakel- und Schablonenverschleiß. Die Optimale Einstellung ist „mit geringster Kraft bei der die Schablone sich noch sauber abziehen lässt“ zu arbeiten. Daher empfiehlt der Experte hierbei eine Druckkraft von ca. 2 bis 3 N/cm der Rakellänge anzuwenden.
Auch die Druckgeschwindigkeit ist ein wichtiger Einflussfaktor und richtet sich nach, der Wahl der Lotpaste (z.B. Standard- oder High Speed), dem kleinstem Raster auf der Baugruppe, dem Rakelsystem, also ob Standardrakel oder geschlossenes Rakelsystem, und schließlich auch nach dem Alter des Rakels selbst. Grundsätzlich gilt: Je kleiner die Schablonenöffnungen, desto geringer die Druckgeschwindigkeit. Letzten Endes ist es auch wichtig, Feingefühl für den Rakelwinkel aufzubringen, beeinflusst er doch die Pastenauftragsmenge.
Achtung beim Ablösen der Schablone und deren Reinigung
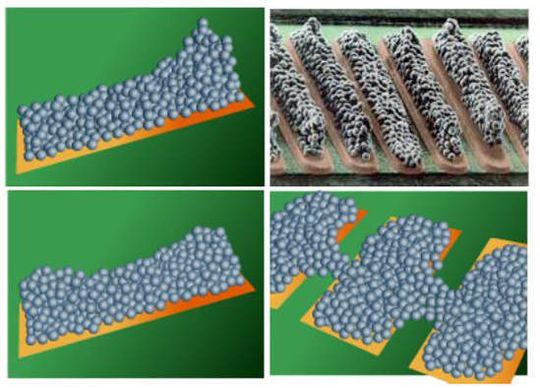
Ein weiterer Aspekt ist die Trenngeschwindigkeit, da sie das Auslöseverhalten der Paste aus der Schablone, die Depotform und die Zykluszeit empfindlich beeinflusst. Ist sie zu groß, ergibt sich nicht nur ein schlechtes Auslösen der Paste, sondern auch ungleichmäßig geformte Lotdepots. Ist sie allerdings zu niedrig, dann sind Zipfelbildungen, so genannte doggy ears, programmiert.
Ein etwas verkannter Faktor ist der Reinigungsprozess. „Viel hilft viel gilt nicht für die Schablonenreinigung“, holt der Fachmann aus, sondern: „Ein sparsamer und sorgsamer Gebrauch ist wesentlich sinnvoller“, betont er. Wichtig sei hierbei die Schablonenunterseite von Verschmierungen zu befreien, sonst „landen vereinzelte Lotkügelchen auf der Leiterplatte – und das können wir gar nicht gebrauchen“.
(ID:314639)
:quality(80)/p7i.vogel.de/wcms/ce/c6/cec62637f282182270330886a0c32497/0129948300v2.jpeg "Die SP6500 wurde speziell für die anspruchsvolle Serien- und Massenproduktion in der
oberflächenmontierten Elektronikfertigung (SMT) entwickelt. (Bild: Stannol)")
:quality(80)/p7i.vogel.de/wcms/4b/4f/4b4f21d456684f43c83c89bc198f83ae/0127068464v2.jpeg "Ungerahmte Druckschablonen, sogenannte Foils, werden für den Pastendruck in Spannsysteme wie Quattro-Flex, VectorGuard, Stencilman oder ZelFlex eingespannt. (Bild: Dall-E / KI-generiert)")