
:quality(80)/p7i.vogel.de/wcms/46/7c/467c0afffbfd10c3553c2888a4a6289f/0130479810v3.jpeg "Spezielle Elektroden, die Forscher am Fraunhofer IFAM entwickeln, entfernen wertvolle Rohstoffe wie Lithium und Kobalt beim Recyceln von Batterien aus dem Prozesswasser. (Bild: Fraunhofer IFAM)")
:quality(80)/p7i.vogel.de/wcms/12/3d/123d9eb2c2e4ce13296371a2ad3718a4/0130412664v2.jpeg "In seiner PCIe-5.0-SSD „BM9K1“ setzt Samsung erstmals statt ARM auf RISC-V-Kerne für den Festplattencontroller. (Bild: Samsung / finance.biggo.jp)")
:quality(80)/p7i.vogel.de/wcms/d8/78/d878b7bfc23826e6ddfce42443836d28/0130384280v2.jpeg "Jensen Huang bei einer Präsentation der GB200-Grace Blackwell Plattform: Der Gründer und CEO von Nvidia wurde für seinen Beitrag zum Vorantreiben von KI-Technologien mit dem Imec Lifetime Achievement Award 2026 ausgezeichnet. (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/13/20/13208d1c2797edd67d9ff216b403726b/0130471595v3.jpeg "Das Joint Venture von TDK und Nippon Chemical Industrial fokussiert die Entwicklung keramischer Materialien für elektronische Bauelemente. (Bild: TDK Corporation)")
:quality(80)/p7i.vogel.de/wcms/38/cb/38cbe19e814dd30b94780bc3946547ab/0130446533v2.jpeg "Zur Absicherung seines KI-Ökosystems geht Nvidia eine Strategische Partnerschaft mit Marvell ein und investiert hierfür 2 Mrd. US-$ in den ASIC-Spezialisten. Im Fokus stehen NVLink Fusion, optische Interconnects und Silicium Photonics. (Bild: Marvell)")
:quality(80)/p7i.vogel.de/wcms/a3/3e/a33e6d8a927d539ec6c3a0537f48f0f1/0130440028v2.jpeg "Tool für Design- und Produktentwicklungs-Teams zur Planung und Bewertung recycelbarer Designs. (Bild: INCREACE)")
:quality(80)/p7i.vogel.de/wcms/6b/61/6b61373f1c3f06f7f9343e6b0f0e9cc8/0130225062v1.jpeg "Das Gespenst des chinesischen Drachen, der mit US-Hightech gefüttert wird, geht um; aus Gründen der nationalen Sicheheit und zum Schutz der amerikanischen Wirtschaft ist die Ausfuhr insbesondere von KI-Technik ins Reich der Mitte durch die US-Regierung verboten. Supermicro-Manager sollen illegal Server nach China verschoben haben. (Bild: © BoOm - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/15/93/1593dd152e6d58c5fc5da0d331777c54/0130357398v2.jpeg "Cloud-Allianz in Peking: Siemens-CEO Roland Busch und Alibaba-Chairman Joe Tsai treiben gemeinsam den Aufbau eines Betriebssystems für industrielle KI voran. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/c2/88/c28805ea7b2261235475146a5b0c61f8/0130313028v2.jpeg "x86 trifft adaptive Logik: Auf der Messe demonstriert AMD die industrielle Vernetzung eines Node-RED-Gateways (links) mit Zynq-UltraScale+-Controllern (Mitte) und einer Soft-SPS auf Basis der Ryzen AI P100 Serie (rechts). (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/6d/91/6d91abfa1b16ffcf470c7147facd7aa8/0130387695v2.jpeg "Dezentrale Einspeisung und digitale Steuerung verändern die Struktur moderner Stromnetze. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/85/b0/85b0b32128f6d1968e975043f1e0b67b/0130342166v3.jpeg "Nahe am Versagen: Vier Aufnahmen derselben Messung, unterschiedlich eingefärbt – je heller, desto höher die mechanische Spannung im Material. An der Spitze des wachsenden Dendriten zeigt sich ein charakteristisches Fliegen-Muster. (Bild: Courtesy of Cole Fincher and Yet-Ming Chiang)")
:quality(80)/p7i.vogel.de/wcms/1a/53/1a539631c940d184689460600bd2b395/0130410666v2.jpeg "Das iG-G74M von iWave Global ist das erste erhältliche System-on-Module, das den neuen FPGA-Modulstandard oHFM.c der SGeT erfüllt. (Bild: iWave Global)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/ba/e4/bae4e54395e5a53088060531ef99b814/0130359274v2.jpeg "Mit dem Fuse EDA AI Agent verfolgt Siemens EDA ein umfassendes Programm, alle Aspekte des Chipdesigns mit KI-Coworkern zu erleichtern, auch in Questa One. (Bild: Siemens EDA)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/7c/04/7c04916c305164fb10bc6cb05b51d934/0130431065v2.jpeg "Bei der Sensor-Integration setzen Entwickler auf hochintegrierte magnetische (Hall/TMR) und induktive Sensor-Lösungen. Der Beitrag zeigt wertvolle Design-Tipps für die Signalauswertung im Mikrocontroller. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/64/e5/64e5e333492f182ab7df5ab4c2b54c1e/0130463252v2.jpeg "Prototypen von Wi-Fi-8-Geräten des Herstellers Broadcom wurden mithilfe des Signalisierungstesters CMX500 von Rohde & Schwarz validiert. (Bild: Rohde & Schwarz)")
:quality(80)/p7i.vogel.de/wcms/0a/95/0a95db4508128c4e11d5d268bf2c0a77/0130440053v2.jpeg "IMS-Chipmodul für die einfache Systemintegration in ein Ionenmobilitätsspektrometer. (Bild: Fraunhofer IPMS)")
:quality(80)/p7i.vogel.de/wcms/b3/65/b365dd5433c8b6d36c56c92b72f5b368/0130401081v2.jpeg "Für den durchgängigen Text elektrischer und optischer Verbindungen kombiniert Keysight seine Multimode-DCA-M-Abtastoszilloskop mit verschiedenen Software-Tools. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/85/c0/85c0cdd8fd326013aed52ca96777c998/0130426877v2.jpeg "Rasantes Wachstum: Mit Modellen wie dem Expedition A2 treibt der Weltmarktführer Agibot die kommerzielle Nutzung humanoider Roboter in Fabriken und Forschung voran. (Bild: Agibot)")
:quality(80)/p7i.vogel.de/wcms/f0/78/f07826d6c4e995980f1ada3377416aac/0130403626v4.jpeg "In einem typischen Einsatzszenario wird das 3D-System VMT BeadMap als Inline-Prüfstation nach dem Auftrag einer Kleberaupe stationär an der Fertigungslinie verbaut und ist dort ohne vorheriges Teach-In oder die Anbindung an Roboter- oder Achssteuerungen sofort betriebsbereit. (Bild: VMT Vision Machine Technic Bildverarbeitungssysteme GmbH)")
:quality(80)/p7i.vogel.de/wcms/b6/c8/b6c8f7732da417bda3d298412f4c0ed8/0130453104v2.jpeg "Kein Aprilscherz: Vor 50 Jahren, am 1. April 1976 gründeten Steve Jobs und Steve Wozniak gemeinsam mit Ron Wayne das Unternehmen Apple. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/47/ce/47ce64bad7990f276f68cbb24505f6dd/0130472850v2.jpeg "Data Modul fokussiert sich auf die Integration kompletter Display-Systeme. (Bild: Data Modul)")
:quality(80)/p7i.vogel.de/wcms/15/56/15564dea31861c376a385658c3b961a3/0130465243v2.jpeg "Luftaufnahme von Intels Fab 34 in Leixlip, Irland, aus dem Jahr 2024. In dem Werk werden Chips nach den hauseigenen Verfahren Intel 3 und Intel 4 gefertigt. (Bild: Intel)")
:quality(80)/p7i.vogel.de/wcms/98/ad/98ad595a6372aae8dbeac71681d23f41/0130450258v2.jpeg "Der TSMC-Standort der Japan Advanced Semiconductor Manufacturing im japanischen Mumamoto. Wie aus einem Antrag von TSMC an die Regierung Taiwans hervorgeht, solll der Standort auf das N3-Verfahren aufgerüstet werden. Bereits 2028 sollen dort Wafer nach dem 3-nm-Fertigungsprozess entstehen. (Bild: JASM)")
:quality(80)/p7i.vogel.de/wcms/bf/2a/bf2aad428ab1a80e6738fdbdc2efeb7e/0130453420v2.jpeg "Unter Dach und Fach: Nach Freigabe aller zuständigen Behörden das das amerikanische Unternehmen Molex den britischen Verbindungstechnik-Anbieter Smiths Interconect übernommen. (Bild: Molex / Smiths Interconect)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
SMD-Bestückautomat SIPLACE SX Build-to-Order-Konzept für die SMD-Fertigung
Das größte Sparpotenzial in der Baugruppenfertigung liegt in der übergreifenden Optimierung der Prozesskette. Genau hier setzen moderne Build-to-Order-Konzepte (BTO) an. In der SMT-Industrie waren derart flexible Produktionskonzepte bisher undenkbar, die existierenden Maschinen- und Linienkonzepte zu starr und unflexibel. Das SIPLACE-Team hat den Durchbruch geschafft.
Anbieter zum Thema
:fill(fff,0)/p7i.vogel.de/companies/5f/88/5f8847c90d2e4/50-mm.jpg "50-mm.jpg (Eurocircuits Group logo)")
Materialkosten, Maschinen und Personal – dies sind in aller Regel die Antworten, wenn man nach den wesentlichen Kostentreibern in der Elektronikfertigung fragt. Ein genauerer Blick zeigt noch weitere Faktoren im Bereich der Prozesskosten. Der große Einfluss der Materialkosten ist überdeutlich zu erkennen. Diese sind aber in der Regel ohne großen Einfluss auf die Wettbewerbsfähigkeit, da diese für alle Baugruppenproduzenten sehr ähnlich sind – zumindest bei Unternehmen mit vergleichbarem Einkaufsvolumen. Überraschender für viele Verantwortliche dürfte der geringe Einfluss sein, den die Investitionen bzw. Abschreibungen im Bereich der Maschinen und Infrastruktur auf die Herstellkosten haben.
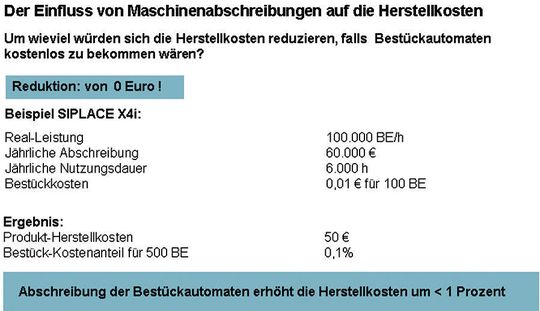
Die hohen Leistungen moderner Bestücklösungen verteilen die Kosten auf viele Produkte, der Anteil an den Herstellkosten für ein einzelnes Produkt ist in der Regel gering. Daraus folgt: Ein Zurückfahren der Investitionen hat auch nur einen vergleichsweise geringen Einfluss auf die Kostensituation und die Wettbewerbsfähigkeit. Wo also liegen die großen Hebel auf die Herstellkosten?
In den Fertigungsprozessen sind noch viele Reserven

Als Beispiel dafür welche Reserven in den Fertigungsprozessen schlummern, empfiehlt sich ein Blick auf das Beispiel Durchlaufzeit (DLZ). Die DLZ beschreibt die Gesamtprozesszeit, die vom Eingang des Kundenauftrages bis zur vollständigen Auslieferung der Produkte – in der vom Kunden gewünschten Ausstattung und Qualität – vergeht. In enger Verbindung dazu stehen andere Kenngrößen wie „Umschlaghäufigkeit des Materials“ oder der „Umlaufbestand (WIP: Work-in-Progress). Ideal wäre es, wenn Durchlaufzeit und die eigentliche Bearbeitungszeit annähernd gleich wären. So ist es aber nicht, wie der Blick in die realen Fertigungen zeigt.
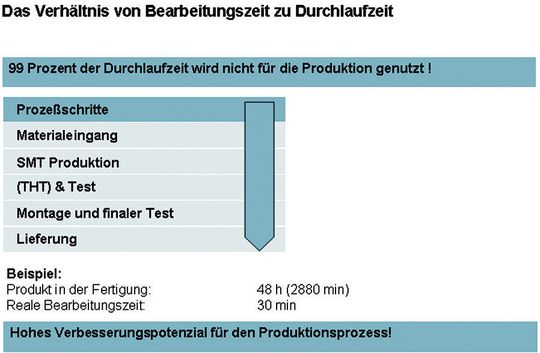
In vielen SMT-Fertigungen verstreichen mehr als 99% der Durchlaufzeit völlig unproduktiv als Liege- und Ruhezeit für Materialien, Zwischenprodukte oder Fertigprodukte. Der Blick auf den Shopfloor bestätigt dies. Große Bauteilelager, viele Zwischenlager im Produktionsbereich und oftmals zusätzlich angemietete Auslieferungslager sind ein sicheres Zeichen für lange Durchlaufzeiten. Und das in einer Industrie, in der Material und Bauteile 60 bis 95% der Herstellkosten des Produktes ausmachen.
In der Durchlaufzeit liegt noch ein hohes Optimierungspotenzial
Allein hier besteht also ein riesiges Optimierungspotenzial für die Baugruppenproduzenten. Je schneller ein Produkt durch die Fertigung läuft,
- desto geringer sind die Kapitalbindung und die Kapitalkosten/Zinsen,
- desto besser ist die Liquiditätssituation des Unternehmens,
- desto geringer sind Bedarf und Kosten für Lagerflächen, Logistik und Technologien (MSD),
- desto flexibler kann auf Kundenwünsche und kurzfristige Aufträge reagiert werden,
- desto niedriger sind die Nacharbeitskosten, weil später eventuell erforderliche Modifikationen an lagernden Halbfabrikaten (WIP) oder Fertigprodukten entfallen.
Build-to-Order (BTO): Den Gesamtprozess optimieren
Damit die DLZ sinken kann, muss der Gesamtprozess von Barrieren befreit werden. Genau hier setzen BTO-Konzepte an. So kann die Durchlaufzeit beispielsweise durch eine Beschleunigung und Verbesserung im Bereich Wareneingang/Materialvereinnahmung erfolgreich verkürzt werden. Maßgeblichen Einfluss auf die DLZ in der Elektronikfertigung haben auch die Prozesse im engeren Umfeld der SMT-Linien: Alle Stillstandszeiten wirken sich negativ auf die DLZ aus. Das gilt nicht nur für Stillstände wie das Hochladen von Programmen, Umrüsten oder den häufig notwendigen Bestückkopfwechseln oder das Umkonfigurieren von Linien durch notwendige Bestückkopfwechsel.
Artikelfiles und Artikellinks
(ID:320799)
:quality(80)/p7i.vogel.de/wcms/b6/92/b692f1e396a473559019316c0d56910b/0127586689v1.jpeg "Der entscheidende Schub: Die SIPLACE V-Plattform punktet nicht nur bei Performance, sondern ebenso bei Qualität, Flexibilität und Zukunftssicherheit. (Bild: ASMPT)")
:quality(80)/p7i.vogel.de/wcms/47/9d/479d0e4b8f9544408b2f2bd41a940eeb/0125107838v2.jpeg "Siplace-Bestückköpfe können mit neuen Kameras ausgestattet werden, die die Effizienz erhöhen. (Bild: ASMPT)")