:quality(80)/p7i.vogel.de/wcms/39/60/3960ad6bca80ca1cb5a8a2c9324ffb1d/0129805397v2.jpeg "Prof. Dr.-Ing. Holger Hanselka, Präsident der Fraunhofer-Gesellschaft: „Deutschland hat das Potenzial, seine technologische Stärke weiter auszubauen.“ (Bild: Fraunhofer Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/f1/2f/f12fcea90f39543f7eeb41528887fffd/0129805649v6.jpeg "Robotic Award Hannover Messe: Der Preis ging an GoodBytz. Gründer Dr. Hendrik Susemihl (re) ist Ingenieur und promovierter Robotik-Experte. Er hatte die technische Vision und entwickelte den ersten Prototypen des Kochroboters. (Bild: Kristin Rinortner)")
:quality(80)/p7i.vogel.de/wcms/2f/bc/2fbc41c5140905b15698225ff58b203e/0129648135v2.jpeg "Das III-V-Germanium-PV-Modul mit einem Wirkungsgrad von 34,2 % ist das aktuell effizienteste Solarmodul der Welt. (Bild: Jacob Forster)")
:quality(80)/p7i.vogel.de/wcms/c2/a7/c2a785307c8778bb7e97c2bfd5f2e39b/0129826901v2.jpeg "Qualcomm X105: Das neue 6-Nanometer-Modem bildet das Fundament für kommende 6G-Netzwerke und intelligentes Traffic-Management. (Bild: Qualcomm)")
:quality(80)/p7i.vogel.de/wcms/5c/42/5c4277b2a48f97332adfc485d6c7aee6/0129494885v2.jpeg "Bild 1: Einzelne Kupfersubstrate (a) sowie mit Lötpaste verbundene Kupfersubstrate in rohem (b), geschliffenem (c) und mit Polymerfolie beschichtetem (d) Zustand. (Bild: ZFW)")
:quality(80)/p7i.vogel.de/wcms/26/c7/26c7a8a41420adecc0864c3001233ac3/0129722027v2.jpeg "Der Meta-Konzern hat für den Ausbau seiner KI-Kapazitäten einen über fünf Jahre währenden Vertrag über GPU- und CPU-Lieferungen geschlossen. Vereinbart ist die Lieferung von bis zu 6 Gigawatt an GPU-Rechenleistung in einem Gesamtwert von etwa 60 Mrs. US-Dollar. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/53/fc/53fcc66b478a0859ff3a7818d6bb4e05/0129773718v2.jpeg "Der Demonstrationsreaktor von General Fusion. (Bild: General Fusion)")
:quality(80)/p7i.vogel.de/wcms/7b/57/7b5725dd2e7545ab4904a9b7a3735721/0129309389v2.jpeg "Die embedded world 2026 findet vom 10. bis zum 12. März 2026 statt. (Bild: NürnbergMesse / Thomas Geiger)")
:quality(80)/p7i.vogel.de/wcms/e1/78/e17860d5b42a0bc53e323868d2777d79/0129752421v2.jpeg "(Bild: concept electronic GmbH)")
:quality(80)/p7i.vogel.de/wcms/92/43/9243cfe82b7ab3448679ded83cb50204/0129762425v2.jpeg "PLS‘ UDE 2026 ermöglicht jetzt auch das Debuggen hocheffizienter embedded KI-Beschleuniger. (Bild: PLS)")
:quality(80)/p7i.vogel.de/wcms/30/1f/301fa3142221a2ee6ba3ef07e89a4ec8/0129690250v2.jpeg "Die Solid-State-Batterie wurde 2026 auf der CES in Las Vegas vorgestellt. (Bild: Donut Lab)")
:quality(80)/p7i.vogel.de/wcms/e1/2d/e12d843be72a9dc1cab04b68f1c39e4a/0129691802v3.jpeg "Aufbau einer Flüssigmetall-Batterie - Projekt Solstice. (Bild: HZDR / Blaurock)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/66/0c/660c31afa35398bac9be42f2be73fdc4/0129073529v2.jpeg "FPGAs lösen Performance-Engpässe, gelten aber in der Programmierung als schwer zugänglich. Die universelle Programmiersprache Livt soll die Hürde senken – korrekt, deterministisch und HDL-kompatibel. (Bild: Toby Giessen / VCG)")
:quality(80)/p7i.vogel.de/wcms/9c/35/9c35ed04fa562b190cbc496a695a6802/0128823288v1.jpeg "Optimiert auf Skalierung oder Geschwindigkeit: Die SGET hat den offenen Standard oHFM für FPGA-Module in zwei Varianten vorgestellt. (Bild: SGET (Screencast / Screenshot))")
:quality(80)/p7i.vogel.de/wcms/7b/70/7b700e93abd717e2feb5466810810af4/0127597143v2.jpeg "Shrike-lite: FPGA und ein Mikrocontroller für nur vier US-Dollar. (Bild: Vicharak)")
:quality(80)/p7i.vogel.de/wcms/bf/e7/bfe77bc5e9766b56129987dabf83134f/0129479309v2.jpeg "Symbolbild: Model-Based Design verbindet virtuelle Systemmodelle mit realen Maschinen und Anlagen, um Funktionen, Regelung und Software bereits früh im Entwicklungsprozess zu simulieren, zu validieren und aufeinander abzustimmen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/8b/e8/8be874cadb88f7d40c58381cd26f0122/0129697493v3.jpeg "Universell: Motoren kommen überall zum Einsatz. (Bild: Microchip Technology)")
:quality(80)/p7i.vogel.de/wcms/f3/21/f3219118c5e2062040c81b4c43687b16/0129793768v2.jpeg "Das Echtzeit-Oszilloskop Infiniium XR804KA, das auf der neuen Softwareplattform Infiniium 2026 von Keysight basiert, bietet schnellere Antwortzeiten, verbesserte Stabilität und optimierte Arbeitsabläufe für digitale Hochgeschwindigkeits- und Konformitätstests. (Bild: Keysight Technologies)")
:quality(80)/p7i.vogel.de/wcms/23/37/2337c3956a8f3d1cb3552ad197f0d78b/0129723446v2.jpeg "Nigel von Emerson NI ist ein integraler Bestandteil der Software geworden. (Bild: Emerson NI )")
:quality(80)/p7i.vogel.de/wcms/17/9c/179c11641120399cf2e4cf0e5943b107/0129645476v2.jpeg "Auf der „embedded world 2026” präsentiert Rohde & Schwarz einen Auszug aus seinem Portfolio an Messtechnik und Testsystemen. (Bild: Rohde & Schwarz)")
:quality(80)/p7i.vogel.de/wcms/4b/ae/4bae16790eefdf56e586f9f5261760f2/0129778970v2.jpeg "Strukturierte Automatisierung: Das neue 11-Schichten-Referenzmodell der ISA-112 soll Ordnung in komplexe SCADA-Architekturen bringen und die Integration von Feldgeräten bis hin zur Cloud vereinheitlichen. (Bild: Nano Banana / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/6c/b2/6cb2f5a31e5d99bea02cfcac09fc6e53/0129765681v2.jpeg "Strategische Allianz: Die neue Plattform soll künstliche Intelligenz in großem Maßstab in die Rechenzentren bringen. (Bild: Red hat/Nvidia)")
:quality(80)/p7i.vogel.de/wcms/68/95/6895bd4fbdb1e9c84f6ebac2e11b03b3/0129764984v2.jpeg "China Resources Microelectronics (CR Micro) hat angekündigt, die Preise für die eigenen Produkte erhöhen zu wollen. (Bild: China Resources Microelectronics)")
:quality(80)/p7i.vogel.de/wcms/9d/13/9d131190bf01a4a85b6d63178e2567b8/0129778339v2.jpeg "Die Software-Investments in die Fertigung haben in der Lacon-Fertigung für einen Zeitgewinn gesorgt. (Bild: Lacon)")
:quality(80)/p7i.vogel.de/wcms/06/bf/06bf3e15e9d8ebc4f77a148b3066a8b8/0129680605v2.jpeg "Der Z22198 ist ein extrem kompakter, dreiachsiger IEPE-Beschleunigungssensor für das Messen von Schwingungen (Vibrationen) und Stößen (Schocks) in anspruchsvollen Anwendungen. Mit nur 6 mm Kantenlänge und 0,9 g Gewicht eignet er sich ideal für leichte Strukturen und beengte Platzverhältnisse. (Bild: Copyright 2020 ScROGERS,All Rights Reserved)")
:quality(80)/p7i.vogel.de/wcms/23/98/239867926f8ffeb4ab0c39c3a3abce3d/0129828950v2.jpeg "Cleanroom bei AMS Osram. (Bild: AMS Osram)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
:quality(80)/p7i.vogel.de/wcms/6a/cc/6acc4f803241cfe5b6d60560c0a2b4d9/0126684948v2.jpeg "In der Altersgruppe 25 bis 64 verfügen 34 Prozent der Deutschen über einen tertiären Abschluss im MINT-Bereich. (Bild: Dall-E / KI-generiert)")
Power-Module für Windturbinen und Elektrofahrzeuge Anforderungen an die Aufbau- und Verbindungstechnik von Leistungskomponenten
Um erneuerbare Energien und elektrische Fahrzeuge mit allen ihren Vorteilen nutzen zu können, werden hochzuverlässige Leistungsmodule mit hoher Energiedichte gebraucht. Das setzt eine besondere mechanische, thermische und elektrische Robustheit voraus. Welchen Einfluss derzeitige und zukünftige Aufbau- und Verbindungstechnologien auf die Anwendungen haben, zeigt dieser Beitrag.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/9600/9682/65.jpg "cbm_v_color.JPG ()")
Den gestellten Anforderungen wird man durch lötfreie Druckkontakttechnologie am besten gerecht. Um die heutigen Begrenzungen durch Lastzyklen zu sprengen, werden zukünftig Bonddrähte durch Folientechniken ersetzt. Höchste Leistungsdichte wird erreicht, wenn diese Druckkontakt-Technologien nicht nur auf Leistungsmodule angewendet werden, sondern diese Module „entpackt“ werden, um mittels mechanischer Integration eingebettete Systeme zu entwickeln.
Ein Leistungsmodul ist ein Bauelement, in dem der Wärmefluss und der elektrische Fluss getrennt sind. Module für die zwei am schnellsten wachsenden Märkte, erneuerbare Energien und elektrische Fahrzeuge, werden in diesem Beitrag im Hinblick auf die derzeitigen und zukünftigen Aufbau- und Verbindungstechnologien und deren Einfluss auf die Anwendungen skizziert.
Anforderungen der Leistungsmodule für Windturbinen
Lediglich 5% aller Leistungsmodule befinden sich in Windturbinen. Jedoch ist dieses Segment mit 25% jährlicher Wachstumsrate das am schnellsten wachsende Marktsegment. 2011 wird diese Marktnische auf 250 Mio. US-$ geschätzt. Leistungsmodule für Windturbinen erfordern eine sehr hohe Betriebsdauer, lange Verfügbarkeit, sehr hohe Zuverlässigkeit und müssen für schwierige Umgebungsbedingungen geeignet sein. Bild 1 zeigt ein integriertes Leistungsmodul, welches in Windturbinen weite Verbreitung gefunden hat. Dieses Modul wird auf einen kundenspezifischen Kühlkörper (Luft- oder Flüssigkühlung) montiert und mit einer Ansteuerung und Schutzschaltung, sowie Strom-, Spannungs-, und Temperatursensoren zu einer mechanischen Einheit integriert.
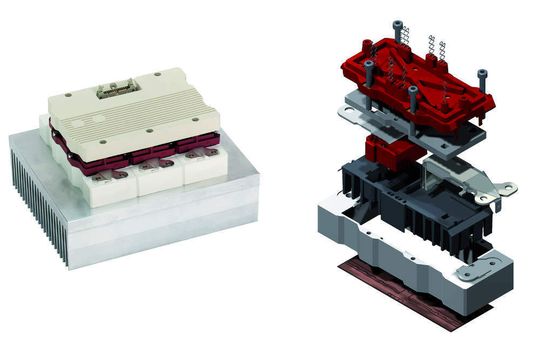
Die besondere Eignung dieses Moduls für Windturbinen entspringt dem bisher im Markt einzigartigen SKiiP-Druckkontaktsystem, welches elektrische Leistungs- und Hilfskontakte, sowie den thermischen Kontakt mittels Druck herstellt und das somit weitgehend ermüdungsfrei die hohen Last- und Temperaturzyklen in der Anwendung erträgt.
Anforderungen für den Einsatz im Fahrzeug
Der Marktanteil der Leistungsmodule für das Kfz beträgt lediglich 4%, aber die jährliche Wachstumsrate liegt bei 19%. Hochleistungsautomobilanwendungen haben eine ganze Reihe spezieller Anforderungen. Technisch betrachtet sind die hohen Umgebungsbedingungen und die hohe Zahl der Temperaturzyklen die herausragenden Forderungen. Bild 2 zeigt ein typisches Leistungsmodul für diesen Markt, genannt SKiM.
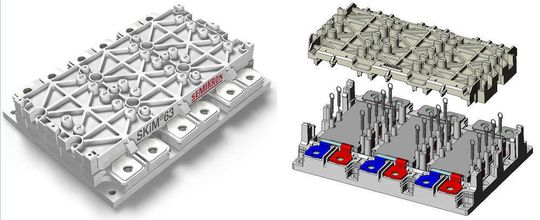
Das SkiM-Leistungsmodul verwendet ebenfalls die bewährte SKiiP-Druckkontakttechnologie. Jedoch setzt dieses Modul, zum ersten Mal, keine Lötmaterialien und -prozesse mehr ein. Dioden und IGBT-Chips werden auf das Cu-gebondete Keramiksubstrat gesintert.
Beim Sinterprozess werden die Chips in eine Silberpaste gesetzt, die mittels Schablonendruck aufgebracht wird. Unter sehr hohem Druck und verhältnismäßig geringen Temperaturen (250°C) wird aus der Silberpastenschicht eine massive Silberschicht. Bild 3 zeigt eine 5 x 7“ große Keramikkarte. Auf vier Substrate werden für das Automobilmodul je 12 IGBT- und 6 Diodenchips in einem einzigen Schritt gesintert. Nachdem sich die Silberschicht zwischen Chip und Substrat gebildet hat, lässt sich diese erst mit Schmelzen des Silbers bei 961°C wieder lösen.
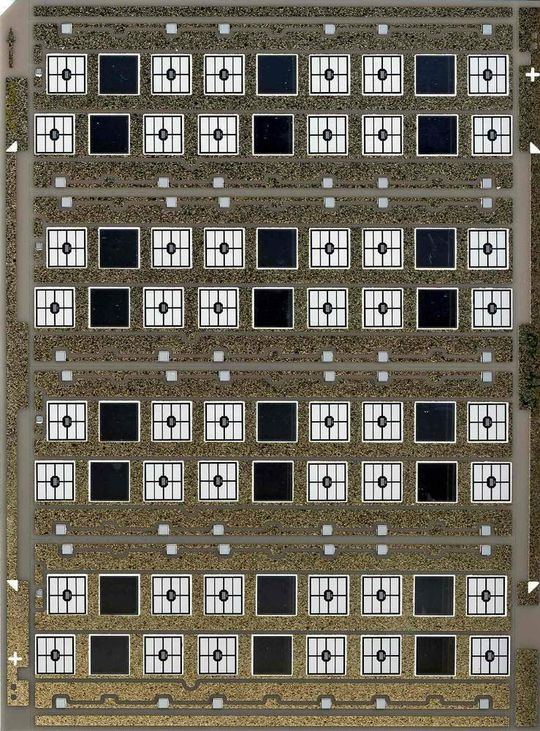
Somit beträgt die maximal zulässige Sperrschichttemperatur von 175°C nur 18% der Lösetemperatur, was bedeutet, dass diese Verbindung unter den üblichen Betriebsbedingungen keine Ermüdungserscheinungen aufweisen wird. Das ist bei Lotverbindungen nicht der Fall, denn dort beträgt die Lösetemperatur typischerweise 60% der maximalen Sperrschichttemperatur, was zu den hinlänglich bekannten Lotermüdungserscheinungen in Last- und Temperaturwechseln führt.
Flexible Folien ersetzen die Bonddrähte
Alle gezeigten Leistungsmodule benötigen dünne Al-Drähte um die Chipoberseite zu kontaktieren. Die unterschiedlichen thermischen Ausdehnungskoeffizienten des Al-Drahtes und des Chips führen nach einer hinreichenden Anzahl von Lastwechseln zur Ermüdung und Bonddrahtabhebung und sind somit lebensdauerbegrenzend. Obwohl große Fortschritte bei Material, Design, und Prozess erzielt wurden, ist dieser Ermüdungsmechanismus immer noch der designbegrenzende Faktor, wenn niedrigere Kosten, höhere Leistungsdichte und längere Lebensdauer erzielt werden sollen.
Die Bonddrähte werden dadurch ersetzt, dass die Chips in einem Flip-Chip-Prozess auf eine Folie geschweißt werden, die auf der einen Seite eine Aluminium- und auf der anderen Seite eine Kupferbeschichtung aufweist. Die Al-Seite stellt die Last- und Hilfsanschlüsse zur Verfügung, die Kupferseite kann genutzt werden, um Ansteuer- und Schutzelektronik aufzunehmen. Durchkontaktierungen in der Polyimidschicht ermöglichen die Verbindung der oberen Metallschicht mit den Gate- und Sensorkontakten der Leistungsseite mittels Dünndrahtbonden.
Weniger ist besser: das Gehäuse entfällt
Ein Weg, die Grenzen zu sprengen, die durch das Packaging-Material gegeben sind, ist, diese einfach wegzulassen. Anstatt Leistungsmodule herzustellen, werden bestückte Keramik-Substrate dazu verwendet, ein eingebettetes leistungselektronisches System durch mechanische Integration herzustellen. Dieses Weglassen der klassischen Komponenten des Moduls, wie Gehäuse, Grundplatte und Leistungsanschlüsse soll hier als Entpacken bezeichnet werden. Bild 4 zeigt in Explosionsdarstellung ein leistungselektronisches System (in diesem Fall eine 3-phasige Motorsteuerung mit 360 Arms und 48 V), dass ohne Leistungsmodule hergestellt wird. Das Volumen dieser Einheit beträgt nur 2,3 Liter. Diese Einheit soll in verschiedenste Fahrzeuge eingebaut werden.
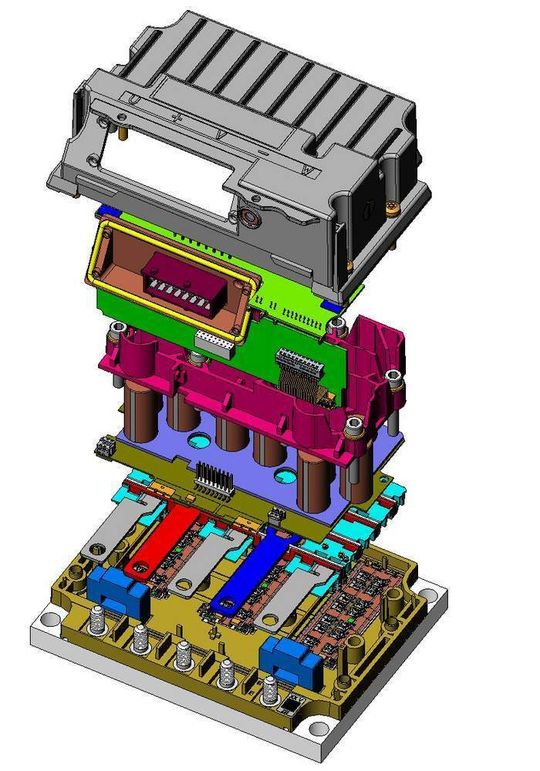
Der gesamte Herstellungsprozess umfasst nur eine sehr geringe Zahl von Schritten. Die Substrate, bestückt mit MOSFETs (gelötet oder gesintert), Temperatursensor und Filterkondensatoren werden zusammen mit einem Rahmen (aus hochtemperaturbeständigen Kunststoff) mit Leistungsanschlüssen auf den Kühlkörper montiert. Dann wird ein Schienensystem, bestehend aus Zwischenkreiskondensator, Plus-, Minus-, und Phasenanschluss, aufgesetzt. Über ein Druckkontaktteil, das die Hilfskontaktfedern enthält und gleichzeitig die erforderlichen elektrischen und thermischen Kontakte erstellt, wird eine Leiterplatte für Ansteuer-, Schutz- und Sensorschaltungen sowie eine Controller-Platine montiert. Zum Schluss wird eine Abdeckung aufgesetzt, die die gewünschte Schutzklasse gewährleistet.
Der so hergestellte Umrichter weist eine sehr hohe Leistungsdichte auf, widersteht einer Vibrationsbelastung von 20 g, einer Stossbelastung von 100 g, und weist eine hohe Last- und Temperaturwechselfestigkeit auf.
*Thomas Stockmeier ist Chief Technical Officer bei SEMIKRON, Nürnberg.
(ID:273465)
:quality(80)/p7i.vogel.de/wcms/8c/dd/8cdd69233290661df027d505b621d64e/0124417342v2.jpeg "Rohm hat insbesondere für den Einsatz in OBCs neue SiC-Power-Module mit hoher Leistungsdichte entwickelt. (Bild: Rohm)")
:quality(80)/p7i.vogel.de/wcms/5c/42/5c4277b2a48f97332adfc485d6c7aee6/0129494885v2.jpeg "Bild 1: Einzelne Kupfersubstrate (a) sowie mit Lötpaste verbundene Kupfersubstrate in rohem (b), geschliffenem (c) und mit Polymerfolie beschichtetem (d) Zustand. (Bild: ZFW)")