:quality(80)/p7i.vogel.de/wcms/e9/ce/e9ce137e87eccac328ec5504c586c477/0129711019v3.jpeg "Im Rahmen eines Entwicklungsprojekts wurden verschiedene bleireduzierte und bleifreie Kupfer-Beryllium-basierte Legierungskonzepte untersucht, die die Anforderungen an hohe Festigkeiten als auch eine hohe elektrische Leitfähigkeit erfüllen. (Bild: Materion)")
:quality(80)/p7i.vogel.de/wcms/68/46/684697b6eb687384e0d8c6803450401a/0130056395v2.jpeg "Das TUM RoboGym (powered by Neura) in der Planungsphase (Grafik). Die TU München und das Robotik Startup Neura Robotics planen, gemeinsam am Campus der TU München das weltgrößte Robotik-Trainingszentrum einzurichten. (Bild: Neura Robotics)")
:quality(80)/p7i.vogel.de/wcms/0f/c0/0fc0d93c99a5d9066e58c39f41fb1b10/0130046764v2.jpeg "Sicherheit im Schienenverkehr: Dank 5G-Funkverbindung wird eine stabile Übertragung unter schwankenden Netzbedingungen garantiert. (Bild: Smart Rail Connectivity Campus (SRCC))")
:quality(80)/p7i.vogel.de/wcms/fa/60/fa6016fc48ac8609a451038ca38b0eca/0130241261v2.jpeg "NVIDIAs GB300-KI-Chip mit HBM3E und HBM4 von SK Hynix. (Bild: SK Hynix)")
:quality(80)/p7i.vogel.de/wcms/57/97/5797ffe4c6e19cf02aa75a7f742598b3/0130160607v2.jpeg "Johann Wiesböck: Der technische Fortschritt wird nie enden. Jedenfalls nicht in der Elektronik und ihren Anwendungen. (Bild: VCG)")
:quality(80)/p7i.vogel.de/wcms/1d/d8/1dd8627e2323721d4ee5436f9401911e/0130147601v2.jpeg "Der kompakte Modulator ermöglicht eine schnelle und energieeffiziente Datenübertragung und lässt sich kostengünstig herstellen. (Bild: Hugo Larocque, EPFL)")
:quality(80)/p7i.vogel.de/wcms/fb/d3/fbd33264fcdf128866667be0a0a6b657/0130137877v2.jpeg "Openclaw begeistert KI-Communitys. (Bild: Openclaw.ai)")
:quality(80)/p7i.vogel.de/wcms/a5/5e/a55ec741a9c17cb890b2cb5bcb919477/0130162776v2.jpeg "Von der vernetzten Kamera über den Saugroboter und den Industrieroboter bis hin zu Drohne und Humanoiden wandert KI entlang der Entwicklung von „Basic Intelligence“ zur „Multi-Purpose Intelligence“ immer näher an Sensoren und Aktoren, während softwaredefinierte Architekturen langfristige Systeme flexibel für neue Funktionen und KI-Modelle aufrüstbar machen. (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/24/58/2458f1cae3100e375fbb8124f02c54af/0130111244v3.jpeg "Stromsparer für das IoT: Der Npzero-Baustein übernimmt die Sensorüberwachung und schickt den Hauptprozessor in den Tiefschlaf. (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/6d/f0/6df06a1488ceb6357c287fee993fad65/0130161592v3.jpeg "Die weltweit erste voll funktionsfähige Quantenbatterie als Proof-of-Concept, entwickelt von CSIRO und seinen Kooperationspartnern, der University of Melbourne und dem RMIT. (Bild: CSIRO and collaborators, The University of Melbourne and RMIT)")
:quality(80)/p7i.vogel.de/wcms/65/f4/65f404dc6d19d4f1628ad7e49f6a22cf/0130136276v2.jpeg "Bild 1: Blockschaltbild eines E-Bike-Systems auf Basis des Gate-Treibers DRV8363-Q1. (Bild: TI)")
:quality(80)/p7i.vogel.de/wcms/fa/fc/fafc300481de3fd4d7f34400327d0d01/0130127049v2.jpeg "Lenovo hat in Zusammenarbeit mit der Shanghai Jiao Tong University eine Silizium-Anoden-Batterie unter dem Namen „ED1000\" als Proof of Concept für mobile Workstations vorgestellt. (Bild: Lenovo)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/66/0c/660c31afa35398bac9be42f2be73fdc4/0129073529v2.jpeg "FPGAs lösen Performance-Engpässe, gelten aber in der Programmierung als schwer zugänglich. Die universelle Programmiersprache Livt soll die Hürde senken – korrekt, deterministisch und HDL-kompatibel. (Bild: Toby Giessen / VCG)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/95/a1/95a197490145b7afcfd4dc176a1b5ef9/0130096114v2.jpeg "Der Einsatz amorpher Stähle im Stator ermöglicht eine deutliche Reduktion von Verlusten und steigert die Effizienz moderner Elektromotoren im Fahrzeugantrieb. (Bild: Horse Powertrain)")
:quality(80)/p7i.vogel.de/wcms/ef/a0/efa0d8af7bcf1d64636b877a04b853d9/0130136738v2.jpeg "Nigel unterstützt Ingenieure und Entwickler bei ihrer täglichen Arbeit. (Bild: Emerson NI)")
:quality(80)/p7i.vogel.de/wcms/bf/82/bf82f81061b759c454e15ec4c2e7560b/0130110139v2.jpeg "48 Volt im Fahrzeug: Ziel ist eine effiziente Energienutzung, einfache Integration sowie eine zuverlässige Leistung. Doch mit den Möglichkeiten kommen auch Probleme. (Bild: Leoni)")
:quality(80)/p7i.vogel.de/wcms/74/96/74964a7715c738a9e8b17681445ceed3/0130103633v2.jpeg "Zusammen mit dem Vektor-Netzwerkanalysator PNA/PNA-X kann der Lightwave Component Analyzer N4378A von Keysight optische Transceiver-Komponenten mit 1,6 T und darüber hinaus charakterisieren. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/0d/18/0d183ecb569b03285578762658d2def6/0130061201v2.jpeg "Rahman Jamal war 30 Jahre bei National Instruments und damit ein Teil der Messtechnik-Branche. Den VIP-Anwenderkongress hat er mit aus der Taufe gehoben. (Bild: ELEKTRONIKPRAXIS/privat)")
:quality(80)/p7i.vogel.de/wcms/f1/58/f158a1c680219c67cff9c099186ab50d/siemens-20ubtech-20hmnd-1920x1079v1.png "Bereit für die Fabrikhalle: Während Ubtech die Massenproduktion plant, testet Siemens bereits Humanoiden im realen Werkseinsatz in Erlangen. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/6a/93/6a93991941467231d8798c8577882dfd/0130071573v2.jpeg "(Bild: Vision & Control GmbH)")
:quality(80)/p7i.vogel.de/wcms/19/31/193191c71275b1f480fff0e5827be766/0130211045v2.jpeg "Das Imec hat bekannt gegeben, dass mit der ASML EXE:5200 das weltweit fortschrittlichste EUV-Lithografiesystem mit hoher numerischer Apertur (High NA) in seinem 300-mm-Reinraum in Leuven eingetroffen ist. (Bild: Imec)")
:quality(80)/p7i.vogel.de/wcms/d1/d1/d1d103805ed7ac0df7feda4c46522b8c/0130164847v2.jpeg "Während das Mikrospritzgießen bei kritischen Bauteilen 10 bis 12 Wochen dauert, bietet der 3D-Druck eine schnellere Fertigung und größere Flexibilität bei Designiterationen, so Collins. (Bild: Boston Micro Fabrication)")
:quality(80)/p7i.vogel.de/wcms/68/7e/687ebf75f8024edeec7ebd6d3582327f/0130240314v2.jpeg "MRS Electronic arbeitet an Elektronik- und Softwarelösungen für die Steuerung, Kommunikation und Vernetzung moderner Fahrzeuge. (Bild: Würth Elektronik)")
:quality(80)/p7i.vogel.de/wcms/bb/2a/bb2ac8404ae7b3f08a5c01d1ca0615a7/0130182922v2.jpeg "Steht ein Verkauf von Elmos im Raum? Medienberichten zufolge planen die Gründer des Unternehmens, die weiterhin mehrheitlich Anteile am Dortmunder Automotive-Spezialisten halten, den Ausstieg aus dem Chipunternehmen. (Bild: Elmos)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
HDI-Leiterplatten - Teil 15 Welche Fertigungseinflüsse sich wie auf die Toleranzen bei der Impedanz auswirken
Nachdem wir in Kapitel 14 die grundlegenden Begriffe und Aufgaben bei impedanzkontrollierten Leiterplatten veranschaulicht haben, folgt nun die Praxis. Karim Richlowski, Leiter CAM beim Berliner Leiterplattenhersteller CONTAG erklärt, worauf Entwickler bei Leiterplatten mit impedanzkontrollierten Leiterzügen in der praktischen Anwendung achten müssen.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/68800/68851/65.jpg "Logo.jpg ()")
Wie wir in der letzten Folge gelernt haben, ist die Grundimpedanz einer Leiterbahn primär abhängig von deren Geometrie (Querschnitt) und dem Abstand zu den Bezugslagen. Beides wird bereits mit dem Lagenaufbau festgelegt. Durch die diskreten (also nicht stufenlos und frei wählbaren) Vorgaben der Werte für Laminat- und Kupferschichtdicke sowie die üblichen Leiterbahnraster (z.B. 75, 100, 125 und 150 mm) ist hier die Anzahl an sinnvollen Kombinationsmöglichkeiten für eine bestimmte Zielimpedanz nicht allzu groß. Zudem werden die möglichen Laminatdicken auch noch durch das maximale Aspect Ratio eingeschränkt. Dies gilt insbesondere bei der Verwendung der in der HDI-Technik üblichen Mikrovias.
So ergibt sich aus der geforderten Verdrahtungsdichte zunächst die Anzahl an benötigten Lagen, die Nennbreite der Leiterbahnen und die Größe der verwendeten Vias und Mikrovias. Daraus folgt die maximale jeweilige Lagendicke. Danach wird versucht, durch Variation von Kupferschichtdicke und Leiterbahnbreite die gewünschte Zielimpedanz einzustellen.
Impedanz schwankt produktionsbedingt ±10%
Zur groben Abschätzung kann man hier meist Tabellen des Leiterplattenherstellers oder auch Empfehlungen aus den Datenblättern der Halbleiterhersteller verwenden. In der Praxis liegt dann die produktionsbedingte Schwankungsbreite der Impedanz bei etwa ±10% für eine Standardtechnologie, was für viele Anwendungsfälle bereits genügt.
Zu berücksichtigen ist dabei aber auch, dass sich diese Schwankung auf den errechneten Nennwert bezieht. Weicht dieser bereits von der Zielimpedanz ab, so ist diese Abweichung der Toleranz hinzuzufügen. Will man also z.B. eine Zielimpedanz von 100Ω erreichen und der sich aus den Geometrien errechnende Nennwert liegt bei nur 96Ω, so ergibt sich dann bei einer Produktionstoleranz von ±10% ein Minimum von etwa 86Ω was dann schon einer maximalen Abweichung von gut 14% entspricht!
Wichtig ist das passende Impedanzmodell
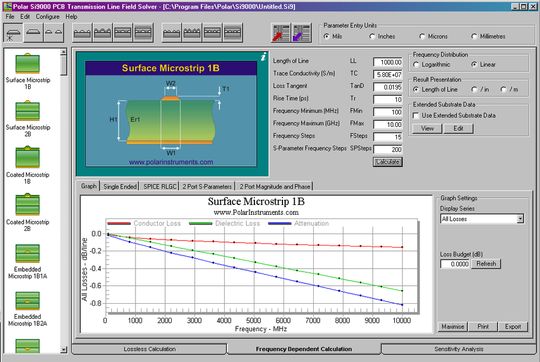
Will man die in Sondertechnologien erreichbaren minimalen Toleranzen von ±5% und weniger erreichen, so genügen einfache Tabellen und Überschlagsrechnungen nicht mehr, sondern die jeweiligen Impedanzwerte müssen einschließlich ihrer jeweiligen Toleranzen exakt kalkuliert werden. Dies fängt bereits mit der Wahl der richtigen und detaillierten Impedanzmodelle an. Moderne Software für diese Berechnung wie die bei CONTAG eingesetzte von Polar Instruments verfügt über knapp hundert unterschiedliche Impedanzmodelle!
In der Praxis ist es zwingend erforderlich, dass der Leiterplattenhersteller auf seinem CAM-Arbeitsplatz sensitivitäts-kritische Parameter optimieren kann. Viele der Impedanz beeinflussenden Werte sind im Detail produktionsspezifisch. Als Beispiel sei hier die Breite und (Trapez-)Form der Leiterbahnen genannt, die sich durch Unter- oder Überätzung stark ändern können. Weitere Toleranzfaktoren sind unter anderem die Pressdicke in Abhängigkeit von Kupferdicke und Kupferbelegung, Lötstopplacke, Kupfer-Schichtaufträge in Abhängigkeit von Kontaktierungen sowie Bearbeitungsschritte wie Planen und Schleifen beim eventuellen Hole-Plugging-Prozess.
Hier kann der Entwickler dem Leiterplattenhersteller bereits wirkungsvoll zuarbeiten, indem er z.B. bei impedanzkritischen Leiterbahnen die nächst größere Leiterbahnbreite oder eine andere Kupferschichtdicke wählt, um die Sensitivität der Leiterbahnimpedanz gegenüber den Ätzeinflüssen herunterzusetzen. Viele CAD-Werkzeuge enthalten heute bereits hilfreiche Hilfsmittel zur Impedanzberechnung und ermöglichen so dem Entwickler sinnvolle Voruntersuchungen anzustellen. Vor der endgültigen Festlegung einer Designtechnologie sollte aber unbedingt der Fertigungspartner mit ins Boot genommen und dessen Erfahrungswerte berücksichtigt werden.
Impedanzkritische Signale wenn irgend möglich als Innenlagen führen
Wie in Kapitel 14 wird auch hier noch einmal ausdrücklich auf die Tatsache hingewiesen, dass sich die Kupfer-Schichtdicken auf die tatsächliche Schichtdicke beziehen. Wie der aufmerksame Leser dieser Serie aber weiß, nimmt die Kupferschichtdicke beim sequentiellen Lagenaufbau auf den Innenlagen durch die Ätzprozesse ab und auf allen Außenlagen, auf denen Kontaktierungen enden durch den Kontaktierungsprozess zu. Dabei ist die Abnahme der wirksamen Schichtdicke auf den Innenlagen wesentlich gleichmäßiger und zuverlässiger kalkulierbar als der Schichtaufbau auf den beim jeweiligen Kontaktierungsprozess wirksamen Aussenlagen.
Sinnvollerweise sollten daher impedanzkritische Signale soweit irgendwie möglich auf einem Kern als Innenlagen geführt werden. Zur Vermeidung von ungewollten differentiellen Impedanzen sind die Mindestabstände zu Nachbarleitungen und Potentialflächen auf der gleichen Ebene unbedingt einzuhalten.
Impedanzen müssen während oder direkt nach der Leiterplattenfertigung ermittelt werden

Ist die Leiterplatte erst einmal bestückt lassen sich die Impedanzen der Leiterbahnen nicht mehr bestimmen. Kritische Impedanzwerte müssen also noch während oder unmittelbar nach dem Produktionsprozess der Leiterplatte ermittelt werden. Dazu werden auf den Produktionsnutzen zusätzlich zu den einzelnen Leiterplatten eigene Leiterplatten zum Impedanztest mit aufgebracht. Diese werden als Testcoupons bezeichnet und enthalten für die jeweilige Technologie charakteristische Leiterbahnzüge, aus denen dann durch Vermessen die entsprechenden Qualitätsaussagen für die Leiterplatten auf dem gleichen Nutzen getroffen werden können. Diese werden dann entweder einzeln oder im Stichprobenverfahren an einem speziellen Messplatz ausgewertet.
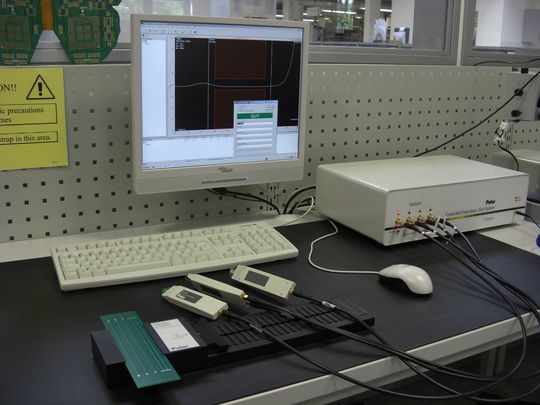
Bei CONTAG kommt hier zur Endkontrolle mit einem CITS900s von Polar ein Messgerät der allerneuesten Generation zum Einsatz. Die Ergebnisse der Prüfung werden nach DIN ISO 9002 protokolliert und stehen auf Anforderung zur Verfügung. Vielfach können auch Teststrukturen (ggf. auch zusätzlich zu den Testcoupons) auf den Leiterplatten selbst mit aufgebracht werden, wenn dies platz- und funktionsmäßig möglich ist.
Auch hier gilt wieder: Wichtig ist die sorgfältige und frühzeitige Abstimmung mit dem Lieferanten des Vertrauens. Mit dessen Know-How und Erfahrung können unnötige Fehler und Irrwege bereits frühzeitig vermieden und Kosten eingespart werden.
Hier finden Sie alle Teile der Beitragsreihe HDI-Leiterplatten
(ID:256595)
:quality(80)/p7i.vogel.de/wcms/2c/40/2c40cea54250c0cc97dbc8d8448798a5/0129385029v2.jpeg "Ein Präzisions-Fingertester im Einsatz bei Precoplat. (Bild: BECKER JOEST VOLKK)")
:quality(80)/p7i.vogel.de/wcms/65/cf/65cf468d1d69175315e2ad58882d9db3/0127037035v2.jpeg "Querschnitt: Das Schnittbild zeigt, wie die Substrate im inneren aussehen. Füllmaterialien wie bei Rogers RO4730G3 sind so abgestimmt, dass sie die Eigenschaften der Antennen nicht verändern. (Bild: Rogers Corporation)")