
:quality(80)/p7i.vogel.de/wcms/46/7c/467c0afffbfd10c3553c2888a4a6289f/0130479810v3.jpeg "Spezielle Elektroden, die Forscher am Fraunhofer IFAM entwickeln, entfernen wertvolle Rohstoffe wie Lithium und Kobalt beim Recyceln von Batterien aus dem Prozesswasser. (Bild: Fraunhofer IFAM)")
:quality(80)/p7i.vogel.de/wcms/12/3d/123d9eb2c2e4ce13296371a2ad3718a4/0130412664v2.jpeg "In seiner PCIe-5.0-SSD „BM9K1“ setzt Samsung erstmals statt ARM auf RISC-V-Kerne für den Festplattencontroller. (Bild: Samsung / finance.biggo.jp)")
:quality(80)/p7i.vogel.de/wcms/d8/78/d878b7bfc23826e6ddfce42443836d28/0130384280v2.jpeg "Jensen Huang bei einer Präsentation der GB200-Grace Blackwell Plattform: Der Gründer und CEO von Nvidia wurde für seinen Beitrag zum Vorantreiben von KI-Technologien mit dem Imec Lifetime Achievement Award 2026 ausgezeichnet. (Bild: Nvidia)")
:quality(80)/p7i.vogel.de/wcms/13/20/13208d1c2797edd67d9ff216b403726b/0130471595v3.jpeg "Das Joint Venture von TDK und Nippon Chemical Industrial fokussiert die Entwicklung keramischer Materialien für elektronische Bauelemente. (Bild: TDK Corporation)")
:quality(80)/p7i.vogel.de/wcms/38/cb/38cbe19e814dd30b94780bc3946547ab/0130446533v2.jpeg "Zur Absicherung seines KI-Ökosystems geht Nvidia eine Strategische Partnerschaft mit Marvell ein und investiert hierfür 2 Mrd. US-$ in den ASIC-Spezialisten. Im Fokus stehen NVLink Fusion, optische Interconnects und Silicium Photonics. (Bild: Marvell)")
:quality(80)/p7i.vogel.de/wcms/a3/3e/a33e6d8a927d539ec6c3a0537f48f0f1/0130440028v2.jpeg "Tool für Design- und Produktentwicklungs-Teams zur Planung und Bewertung recycelbarer Designs. (Bild: INCREACE)")
:quality(80)/p7i.vogel.de/wcms/6b/61/6b61373f1c3f06f7f9343e6b0f0e9cc8/0130225062v1.jpeg "Das Gespenst des chinesischen Drachen, der mit US-Hightech gefüttert wird, geht um; aus Gründen der nationalen Sicheheit und zum Schutz der amerikanischen Wirtschaft ist die Ausfuhr insbesondere von KI-Technik ins Reich der Mitte durch die US-Regierung verboten. Supermicro-Manager sollen illegal Server nach China verschoben haben. (Bild: © BoOm - stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/15/93/1593dd152e6d58c5fc5da0d331777c54/0130357398v2.jpeg "Cloud-Allianz in Peking: Siemens-CEO Roland Busch und Alibaba-Chairman Joe Tsai treiben gemeinsam den Aufbau eines Betriebssystems für industrielle KI voran. (Bild: Siemens)")
:quality(80)/p7i.vogel.de/wcms/c2/88/c28805ea7b2261235475146a5b0c61f8/0130313028v2.jpeg "x86 trifft adaptive Logik: Auf der Messe demonstriert AMD die industrielle Vernetzung eines Node-RED-Gateways (links) mit Zynq-UltraScale+-Controllern (Mitte) und einer Soft-SPS auf Basis der Ryzen AI P100 Serie (rechts). (Bild: Manuel Christa)")
:quality(80)/p7i.vogel.de/wcms/fa/8d/fa8dedee195f29c33c89d86311c258ee/0130104146v2.jpeg "Kompakte KI-Power: Die Smart-Module SIM8668 und SIM8666 von Simcom vereinen auf kleinstem Raum eine Quad-Core-CPU samt integrierter NPU für ressourcenschonende Industrie- und Robotikanwendungen. (Bild: Chip: Simcom/Hintergrund: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/cc/13/cc1378375499a26b5ddbb309d2155acb/0130085649v2.jpeg "Vom Hardware-Produzenten zum Software-Anbieter: Neocortec lizenziert seinen NeoMesh-Protokoll-Stack zunehmend direkt an OEMs und Dritthersteller, anstatt ausschließlich auf den Verkauf eigener Funkmodule zu setzen. (Bild: mc/VCG)")
:quality(80)/p7i.vogel.de/wcms/6d/91/6d91abfa1b16ffcf470c7147facd7aa8/0130387695v2.jpeg "Dezentrale Einspeisung und digitale Steuerung verändern die Struktur moderner Stromnetze. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/85/b0/85b0b32128f6d1968e975043f1e0b67b/0130342166v3.jpeg "Nahe am Versagen: Vier Aufnahmen derselben Messung, unterschiedlich eingefärbt – je heller, desto höher die mechanische Spannung im Material. An der Spitze des wachsenden Dendriten zeigt sich ein charakteristisches Fliegen-Muster. (Bild: Courtesy of Cole Fincher and Yet-Ming Chiang)")
:quality(80)/p7i.vogel.de/wcms/1a/53/1a539631c940d184689460600bd2b395/0130410666v2.jpeg "Das iG-G74M von iWave Global ist das erste erhältliche System-on-Module, das den neuen FPGA-Modulstandard oHFM.c der SGeT erfüllt. (Bild: iWave Global)")
:quality(80)/p7i.vogel.de/wcms/10/45/1045969e69a1db4aaa73d0f74f55cc02/0129962687v2.jpeg "Bosch Rexroth und AMD arbeiten gemeinsam an Software-Defined Automation: ctrlX OS unterstützt nun auch auf AMD Embedded x86-CPUs und adaptive SoCs und verspricht so noch größere Hardware-DesignFlexibilität, nahtlose Skalierbarkeit und eine sichere, modulare Betriebssystem-Grundlage. (Bild: Bosch Rexroth AG)")
:quality(80)/p7i.vogel.de/wcms/cd/32/cd3243e4a9a6476265ef6ea9463dfbd8/0129852659v2.jpeg "Die PIC64-Serie an Multicore-Mikroprozessoren setzt auf RISC-V-Kerne und eignen sich speziell für Anwendungen mit asynchronem Multipricessing (AMP) in intelligenten Embedded-Edge-Anwendungen. (Bild: Microchip)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/ba/e4/bae4e54395e5a53088060531ef99b814/0130359274v2.jpeg "Mit dem Fuse EDA AI Agent verfolgt Siemens EDA ein umfassendes Programm, alle Aspekte des Chipdesigns mit KI-Coworkern zu erleichtern, auch in Questa One. (Bild: Siemens EDA)")
:quality(80)/p7i.vogel.de/wcms/35/af/35af7dd326d198475d06fbb69aa600b5/0130175971v2.jpeg "Diff GT kann in einer kostenlosen Probeversion ausprobiert werden. (Bild: CSci)")
:quality(80)/p7i.vogel.de/wcms/c0/2e/c02e7bf72bfc434888c37100e2511681/0130127767v3.jpeg "„Wegen seiner kompakten Bauweise, des modularen Aufbaus und der hohen Effizienz ist der Axialflussmotor eine attraktive Alternative zur etablierten Radialflussmotor-Topologie“, PEM-Leiter Professor Achim Kampker (Bild: RWTH Aachen University)")
:quality(80)/p7i.vogel.de/wcms/7c/04/7c04916c305164fb10bc6cb05b51d934/0130431065v2.jpeg "Bei der Sensor-Integration setzen Entwickler auf hochintegrierte magnetische (Hall/TMR) und induktive Sensor-Lösungen. Der Beitrag zeigt wertvolle Design-Tipps für die Signalauswertung im Mikrocontroller. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/64/e5/64e5e333492f182ab7df5ab4c2b54c1e/0130463252v2.jpeg "Prototypen von Wi-Fi-8-Geräten des Herstellers Broadcom wurden mithilfe des Signalisierungstesters CMX500 von Rohde & Schwarz validiert. (Bild: Rohde & Schwarz)")
:quality(80)/p7i.vogel.de/wcms/0a/95/0a95db4508128c4e11d5d268bf2c0a77/0130440053v2.jpeg "IMS-Chipmodul für die einfache Systemintegration in ein Ionenmobilitätsspektrometer. (Bild: Fraunhofer IPMS)")
:quality(80)/p7i.vogel.de/wcms/b3/65/b365dd5433c8b6d36c56c92b72f5b368/0130401081v2.jpeg "Für den durchgängigen Text elektrischer und optischer Verbindungen kombiniert Keysight seine Multimode-DCA-M-Abtastoszilloskop mit verschiedenen Software-Tools. (Bild: Keysight)")
:quality(80)/p7i.vogel.de/wcms/85/c0/85c0cdd8fd326013aed52ca96777c998/0130426877v2.jpeg "Rasantes Wachstum: Mit Modellen wie dem Expedition A2 treibt der Weltmarktführer Agibot die kommerzielle Nutzung humanoider Roboter in Fabriken und Forschung voran. (Bild: Agibot)")
:quality(80)/p7i.vogel.de/wcms/f0/78/f07826d6c4e995980f1ada3377416aac/0130403626v4.jpeg "In einem typischen Einsatzszenario wird das 3D-System VMT BeadMap als Inline-Prüfstation nach dem Auftrag einer Kleberaupe stationär an der Fertigungslinie verbaut und ist dort ohne vorheriges Teach-In oder die Anbindung an Roboter- oder Achssteuerungen sofort betriebsbereit. (Bild: VMT Vision Machine Technic Bildverarbeitungssysteme GmbH)")
:quality(80)/p7i.vogel.de/wcms/b6/c8/b6c8f7732da417bda3d298412f4c0ed8/0130453104v2.jpeg "Kein Aprilscherz: Vor 50 Jahren, am 1. April 1976 gründeten Steve Jobs und Steve Wozniak gemeinsam mit Ron Wayne das Unternehmen Apple. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/47/ce/47ce64bad7990f276f68cbb24505f6dd/0130472850v2.jpeg "Data Modul fokussiert sich auf die Integration kompletter Display-Systeme. (Bild: Data Modul)")
:quality(80)/p7i.vogel.de/wcms/15/56/15564dea31861c376a385658c3b961a3/0130465243v2.jpeg "Luftaufnahme von Intels Fab 34 in Leixlip, Irland, aus dem Jahr 2024. In dem Werk werden Chips nach den hauseigenen Verfahren Intel 3 und Intel 4 gefertigt. (Bild: Intel)")
:quality(80)/p7i.vogel.de/wcms/98/ad/98ad595a6372aae8dbeac71681d23f41/0130450258v2.jpeg "Der TSMC-Standort der Japan Advanced Semiconductor Manufacturing im japanischen Mumamoto. Wie aus einem Antrag von TSMC an die Regierung Taiwans hervorgeht, solll der Standort auf das N3-Verfahren aufgerüstet werden. Bereits 2028 sollen dort Wafer nach dem 3-nm-Fertigungsprozess entstehen. (Bild: JASM)")
:quality(80)/p7i.vogel.de/wcms/bf/2a/bf2aad428ab1a80e6738fdbdc2efeb7e/0130453420v2.jpeg "Unter Dach und Fach: Nach Freigabe aller zuständigen Behörden das das amerikanische Unternehmen Molex den britischen Verbindungstechnik-Anbieter Smiths Interconect übernommen. (Bild: Molex / Smiths Interconect)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
IPC/JEDEC-Standard J-STD-020 RoHS-konforme Halbleiter richtig verarbeiten
Die Umstellung auf RoHS-konforme Baugrppenfertigungen ist eine Herausforderung für Produzenten und Anwender von Halbleitern. Neben bereits eingeführtem NiPd(Au) behauptet sich auch rein Zinn für Lotoberflächen bedrahteter Komponenten und SnAgCu-Lotkugeln für BGAs. Die gute Lötbarkeit dieser Anschlüsse ist sowohl mit SnPb als auch SnAgCu-Loten gegeben. Das Löten der Bauteile bedarf jedoch sorgfältiger Beachtung der MSL/PPT Forderungen nach J-STD-020C.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/9700/9772/65.jpg "Bicker_Logo_Internet.jpg ()")
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56200/56252/65.jpg "CTX-Logo_rgb_4cm.jpg ()")
Ein in den USA und Europa anerkannter Standard zur Bestimmung der Temperatursensitivität von Halbleiterbauelementen und den daraus abgeleiteten Lager- und Verarbeitungsbedingungen ist der von IPC (Institut for Printed Circuit Boards) und JEDEC (Joint Electron Device Engineering Council) gemeinsam erarbeitete J-STD-020A-Standard (siehe Link).
Dieser Standard entwickelte sich über Jahre und wurde erst kürzlich seitens IPC/JEDEC unter Mitwirkung von Fachleuten aus herstellenden und verarbeitenden Industrien von ICs mit der Rev. C auf den neuesten Stand gebracht. Der Standrad formuliert Kriterien für die Verarbeitbarkeit feuchteempfindlicher Bauelemente bei der Oberflächenmontage unter Wahrung der Gehäuseintegrität im Lötprozess.
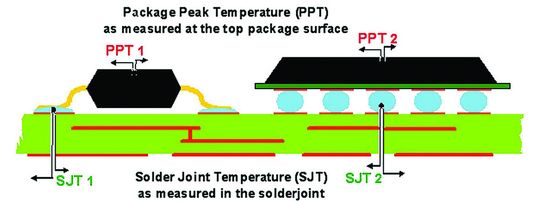
Die bei diesem Arbeitsschritt für die Bauteilzuverlässigkeit relevante Temperatur wird an seiner Oberseite gemessen und ist mittlerweile fachlich als Package Peak Temperature (PPT) festgeschrieben. Sie ist die wichtige Bezugsgröße bei der Bestimmung der Feuchteempfindlichkeit (MSL = Moisture Sensitivity Level), womit ausgesagt wird, wie lange die Bauelemente nach Öffnen einer gegebenenfalls vorhandenen Trockenverpackung vor einem Lötvorgang und ohne neuerlichen Trockenbackens an der Atmosphäre unter Normalbedingungen von 30°C und spezifizierter relativer Luftfeuchtigkeit (RH) gelagert werden dürfen.
Klassifizierung der Feuchtempfindlichkeit von Bauteilen nach J-STD-020
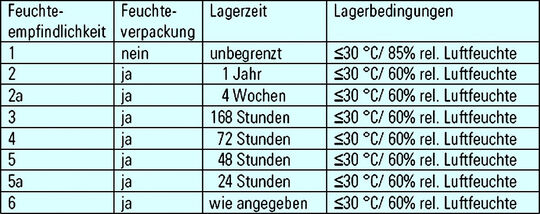
Die Richtlinien in Tabelle 1 stammen aus dem J-STD-020C und sind auch für die Lagerung und Weiterverarbeitung von teilbestückten Leiterplatten bzw. für Reparatur oder Ablöten defekter Bauelemente für die weitere Analyse zutreffend und daher sinngemäß anzuwenden.
Die technische Notwendigkeit für diesen MSL/PPT Standard liegt in der grundsätzlichen Eigenschaft von Bauelementen begründet, die von Vergussmassen umhüllt, geklebt, abgedichtet oder unterfüllt sind, dass sich diese Plastikmaterialien über kurz oder lang wie Schwämme mit Wasser sättigen und dadurch unter anderem die Haftung an den Grenzflächen der beteiligten Materialien geschwächt wird.
Temperaturanstieg beim Löten kann Delaminationen und Risse verursachen
Wenn beim Löten die unterschiedlichen thermischen Ausdehnungskoeffizienten dieser Materialien zum Tragen kommen, können dadurch Delaminationen von Grenzflächen und Risse im Gehäuse auftreten, die einerseits zum Sofortausfall der Bauteile z.B. durch Bond-Abheber oder Bonddrahtscherungen führen, andererseits aber viel unangenehmere Folgen nach sich ziehen können, so dass es durch den Verlust an Gehäuseintegrität auch zu latenten Ausfällen kommen kann.
Verminderte Wärmeabfuhr durch den geringeren Flächenkontakt von Chip zum Gehäusekörper oder aber das beschleunigte Eindringen von Feuchte und chemisch aktiver Verunreinigungen sind beispielhaft als mögliche Mechanismen zu nennen und leiten hiermit dann spätere Systemausfälle wegen Überhitzung oder Leckströme oder Korrosion ein.
Die Schwierigkeit beim Verarbeiten von Bauteilen liegt im nahezu widersprüchlichen Bestreben, dass eine Lötung möglichst heiß und schnell erfolgen soll, dabei aber die Zuverlässigkeit des verarbeiteten Gutes nicht vergessen werden darf, wozu die Komponenten beim Löten möglichst kühl bleiben müssen und nur schonend, d.h. langsam erhitzt werden dürfen. Diese grundsätzliche Problematik tritt wieder verstärkt in den Vordergrund, wo die zur Ausbildung guter Lötstellen notwendige, d.h. minimalen Lötstellentemperaturen von Pb-freien SnAgCu Loten (liquidus 221 bis 227°C) mit 225 bis 235°C wesentlich höher liegen als die der vorher üblichen und naheutektischen SnPb Lote (liquidus 183 bis 210°C) mit einst 205 bis 220°C.
Zudem sind auf einer Baugruppe Gehäuse unterschiedlicher Bauformen, Materialien und Dimensionen angeordnet, d.h. verschiedene Wärmekapazitäten und Wärmeanbindungen, was dort insgesamt zu ungleichen Energieverteilungen und damit auch zu verschiedenen Temperaturen führt.
Prozesfenster im Bleifrei-Prozess ist enger als bei bleifreien Loten
Dieses Delta-T auf den Leiterplatten und zugehörige Prozess- oder Ofentoleranzen resultieren in Gehäusetemperaturen von 225 bis 245°C bei der konventionellen Verarbeitung mit bleihaltigen Loten und zu 245 bis 260°C beim Pb-freien Löten, wo das Prozessfenster auch noch enger ist. Die für die Leiterplattenfertigung relevanten Temperaturen müssen für zuverlässige Resultate detailliert bestimmt und befolgt werden (Bild 1).
„Kleine Bauteile werden heißer als große!“, kann als grobe Richtlinie vermerkt werden. Bei genauerem Hinsehen wird aber noch zu unterscheiden sein, ob das jeweilige Bauteil mehr Metall als Plastik enthält. Man denke hier nur an QFPs mit mehr oder weniger großen Trägerstreifen und gegebenenfalls eingebetteten Kühlkörpern oder auch an mehrlagige Substrate von zudem thermisch aufgebesserten BGAs, die aber rein äußerlich jeweils gleiche Abmessungen vorspielen, wobei die Anschlüsse unberücksichtigt bleiben.
Maximale Gehäusetemperatur gemäß J-STD-020C gilt als Richtschnur
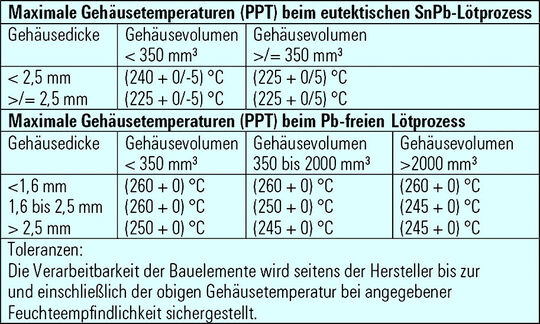
Tabelle 2 zeigt die veränderte thermische Belastung der Bauteilkörper beim herkömmlichen SnPb-Löten gegenüber der kommenden Pb-freien Verarbeitung. Diese dem oben genannten J-STD-020C entliehene Zuordnung von maximalen Gehäusetemperaturen an den durch Volumen und Dicke grob beschriebenen Bauteilen gilt als Richtschnur und ist im Zweifelsfall immer durch Messungen an der Bauteiloberseite auf der Leiterplatte während des Lötens zu verifizieren.
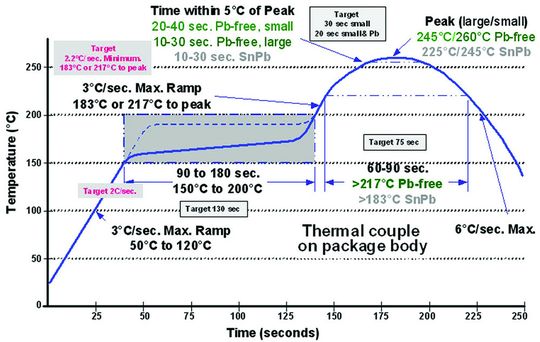
Zur Charakterisierung der Feuchteempfindlichkeit verwendet Freescale das in Bild 2 prinzipiell dargestellte Profil der während des Reflow-Lötvorgangs an der Gehäuseoberseite gemessenen Temperatur. Dieses Temperaturprofil basiert auf dem JEDEC/IPC J-STD-020 sowie der Auswertung und Einarbeitung von Kundenspezifikationen und deren realen Anwendungsprofilen aus Fertigungen.
Dr. Friedrich-Wilhelm Wulfert hat in seiner Publikation „Chancen und Risiken mit Pb-freien Halbleiterbauelementen“ beschrieben. Die ausführliche Dokumentation steht über den unten stehenden Link als PDF zur Verfügung.
*Dr. Friedrich-Wilhelm Wulfert, EMEA Quality Technologies & Standards bei Freescale Halbleiter Deutschlangd GmbH in München.
Artikelfiles und Artikellinks
(ID:232420)
:quality(80)/p7i.vogel.de/wcms/d4/17/d4176bb4c4deb8e3e91b67c593794861/0124202466v2.jpeg "Die AME-Technologie bietet die Freiheit, Geräte in 3D zu entwerfen und zu erstellen, die mit keiner anderen Methode hergestellt werden können. (Bild: Yoram Reshef studios)")
:quality(80)/p7i.vogel.de/wcms/45/6d/456d7a78ea1f15fe971bc6dbf0fc9c6c/0126526318v2.jpeg "Die Connected-Worker-Plattform leitet eine Unterstützungsanfrage an einen qualifizierten Mitarbeiter weiter. (Bild: Workerbase GmbH)")