:quality(80)/p7i.vogel.de/wcms/39/60/3960ad6bca80ca1cb5a8a2c9324ffb1d/0129805397v2.jpeg "Prof. Dr.-Ing. Holger Hanselka, Präsident der Fraunhofer-Gesellschaft: „Deutschland hat das Potenzial, seine technologische Stärke weiter auszubauen.“ (Bild: Fraunhofer Gesellschaft)")
:quality(80)/p7i.vogel.de/wcms/f1/2f/f12fcea90f39543f7eeb41528887fffd/0129805649v6.jpeg "Robotic Award Hannover Messe: Der Preis ging an GoodBytz. Gründer Dr. Hendrik Susemihl (re) ist Ingenieur und promovierter Robotik-Experte. Er hatte die technische Vision und entwickelte den ersten Prototypen des Kochroboters. (Bild: Kristin Rinortner)")
:quality(80)/p7i.vogel.de/wcms/2f/bc/2fbc41c5140905b15698225ff58b203e/0129648135v2.jpeg "Das III-V-Germanium-PV-Modul mit einem Wirkungsgrad von 34,2 % ist das aktuell effizienteste Solarmodul der Welt. (Bild: Jacob Forster)")
:quality(80)/p7i.vogel.de/wcms/c2/a7/c2a785307c8778bb7e97c2bfd5f2e39b/0129826901v2.jpeg "Qualcomm X105: Das neue 6-Nanometer-Modem bildet das Fundament für kommende 6G-Netzwerke und intelligentes Traffic-Management. (Bild: Qualcomm)")
:quality(80)/p7i.vogel.de/wcms/5c/42/5c4277b2a48f97332adfc485d6c7aee6/0129494885v2.jpeg "Bild 1: Einzelne Kupfersubstrate (a) sowie mit Lötpaste verbundene Kupfersubstrate in rohem (b), geschliffenem (c) und mit Polymerfolie beschichtetem (d) Zustand. (Bild: ZFW)")
:quality(80)/p7i.vogel.de/wcms/26/c7/26c7a8a41420adecc0864c3001233ac3/0129722027v2.jpeg "Der Meta-Konzern hat für den Ausbau seiner KI-Kapazitäten einen über fünf Jahre währenden Vertrag über GPU- und CPU-Lieferungen geschlossen. Vereinbart ist die Lieferung von bis zu 6 Gigawatt an GPU-Rechenleistung in einem Gesamtwert von etwa 60 Mrs. US-Dollar. (Bild: frei lizenziert)")
:quality(80)/p7i.vogel.de/wcms/53/fc/53fcc66b478a0859ff3a7818d6bb4e05/0129773718v2.jpeg "Der Demonstrationsreaktor von General Fusion. (Bild: General Fusion)")
:quality(80)/p7i.vogel.de/wcms/7b/57/7b5725dd2e7545ab4904a9b7a3735721/0129309389v2.jpeg "Die embedded world 2026 findet vom 10. bis zum 12. März 2026 statt. (Bild: NürnbergMesse / Thomas Geiger)")
:quality(80)/p7i.vogel.de/wcms/e1/78/e17860d5b42a0bc53e323868d2777d79/0129752421v2.jpeg "(Bild: concept electronic GmbH)")
:quality(80)/p7i.vogel.de/wcms/92/43/9243cfe82b7ab3448679ded83cb50204/0129762425v2.jpeg "PLS‘ UDE 2026 ermöglicht jetzt auch das Debuggen hocheffizienter embedded KI-Beschleuniger. (Bild: PLS)")
:quality(80)/p7i.vogel.de/wcms/30/1f/301fa3142221a2ee6ba3ef07e89a4ec8/0129690250v2.jpeg "Die Solid-State-Batterie wurde 2026 auf der CES in Las Vegas vorgestellt. (Bild: Donut Lab)")
:quality(80)/p7i.vogel.de/wcms/e1/2d/e12d843be72a9dc1cab04b68f1c39e4a/0129691802v3.jpeg "Aufbau einer Flüssigmetall-Batterie - Projekt Solstice. (Bild: HZDR / Blaurock)")
:quality(80)/p7i.vogel.de/wcms/c7/f6/c7f61d0437c7f8fca3c6ff947ba2ad62/0129322490v2.jpeg "AMD hat die zweite Generation der Kintex UltraScale+ Gen 2 FPGA-Familie vorgestellt, die mit PCIe Gen4 den 4K-AV-over-IP-Betrieb für 4K/8K-Medienanwendungen unterstützt. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/66/0c/660c31afa35398bac9be42f2be73fdc4/0129073529v2.jpeg "FPGAs lösen Performance-Engpässe, gelten aber in der Programmierung als schwer zugänglich. Die universelle Programmiersprache Livt soll die Hürde senken – korrekt, deterministisch und HDL-kompatibel. (Bild: Toby Giessen / VCG)")
:quality(80)/p7i.vogel.de/wcms/9c/35/9c35ed04fa562b190cbc496a695a6802/0128823288v1.jpeg "Optimiert auf Skalierung oder Geschwindigkeit: Die SGET hat den offenen Standard oHFM für FPGA-Module in zwei Varianten vorgestellt. (Bild: SGET (Screencast / Screenshot))")
:quality(80)/p7i.vogel.de/wcms/7b/70/7b700e93abd717e2feb5466810810af4/0127597143v2.jpeg "Shrike-lite: FPGA und ein Mikrocontroller für nur vier US-Dollar. (Bild: Vicharak)")
:quality(80)/p7i.vogel.de/wcms/bf/e7/bfe77bc5e9766b56129987dabf83134f/0129479309v2.jpeg "Symbolbild: Model-Based Design verbindet virtuelle Systemmodelle mit realen Maschinen und Anlagen, um Funktionen, Regelung und Software bereits früh im Entwicklungsprozess zu simulieren, zu validieren und aufeinander abzustimmen. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/8b/e8/8be874cadb88f7d40c58381cd26f0122/0129697493v3.jpeg "Universell: Motoren kommen überall zum Einsatz. (Bild: Microchip Technology)")
:quality(80)/p7i.vogel.de/wcms/f3/21/f3219118c5e2062040c81b4c43687b16/0129793768v2.jpeg "Das Echtzeit-Oszilloskop Infiniium XR804KA, das auf der neuen Softwareplattform Infiniium 2026 von Keysight basiert, bietet schnellere Antwortzeiten, verbesserte Stabilität und optimierte Arbeitsabläufe für digitale Hochgeschwindigkeits- und Konformitätstests. (Bild: Keysight Technologies)")
:quality(80)/p7i.vogel.de/wcms/23/37/2337c3956a8f3d1cb3552ad197f0d78b/0129723446v2.jpeg "Nigel von Emerson NI ist ein integraler Bestandteil der Software geworden. (Bild: Emerson NI )")
:quality(80)/p7i.vogel.de/wcms/17/9c/179c11641120399cf2e4cf0e5943b107/0129645476v2.jpeg "Auf der „embedded world 2026” präsentiert Rohde & Schwarz einen Auszug aus seinem Portfolio an Messtechnik und Testsystemen. (Bild: Rohde & Schwarz)")
:quality(80)/p7i.vogel.de/wcms/4b/ae/4bae16790eefdf56e586f9f5261760f2/0129778970v2.jpeg "Strukturierte Automatisierung: Das neue 11-Schichten-Referenzmodell der ISA-112 soll Ordnung in komplexe SCADA-Architekturen bringen und die Integration von Feldgeräten bis hin zur Cloud vereinheitlichen. (Bild: Nano Banana / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/6c/b2/6cb2f5a31e5d99bea02cfcac09fc6e53/0129765681v2.jpeg "Strategische Allianz: Die neue Plattform soll künstliche Intelligenz in großem Maßstab in die Rechenzentren bringen. (Bild: Red hat/Nvidia)")
:quality(80)/p7i.vogel.de/wcms/68/95/6895bd4fbdb1e9c84f6ebac2e11b03b3/0129764984v2.jpeg "China Resources Microelectronics (CR Micro) hat angekündigt, die Preise für die eigenen Produkte erhöhen zu wollen. (Bild: China Resources Microelectronics)")
:quality(80)/p7i.vogel.de/wcms/9d/13/9d131190bf01a4a85b6d63178e2567b8/0129778339v2.jpeg "Die Software-Investments in die Fertigung haben in der Lacon-Fertigung für einen Zeitgewinn gesorgt. (Bild: Lacon)")
:quality(80)/p7i.vogel.de/wcms/06/bf/06bf3e15e9d8ebc4f77a148b3066a8b8/0129680605v2.jpeg "Der Z22198 ist ein extrem kompakter, dreiachsiger IEPE-Beschleunigungssensor für das Messen von Schwingungen (Vibrationen) und Stößen (Schocks) in anspruchsvollen Anwendungen. Mit nur 6 mm Kantenlänge und 0,9 g Gewicht eignet er sich ideal für leichte Strukturen und beengte Platzverhältnisse. (Bild: Copyright 2020 ScROGERS,All Rights Reserved)")
:quality(80)/p7i.vogel.de/wcms/23/98/239867926f8ffeb4ab0c39c3a3abce3d/0129828950v2.jpeg "Cleanroom bei AMS Osram. (Bild: AMS Osram)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
:quality(80)/p7i.vogel.de/wcms/69/1f/691f39ba12be3cad90eb88bdabc456a6/0127321404v2.jpeg "Das Kreativteam Christian Göller, GreatScott! und Christopher Becht (v. l. n. r.): erfolgreiches Creator-Marketing im B2B-Sektor (Bild: Würth Elektronik)")
:quality(80)/p7i.vogel.de/wcms/6a/cc/6acc4f803241cfe5b6d60560c0a2b4d9/0126684948v2.jpeg "In der Altersgruppe 25 bis 64 verfügen 34 Prozent der Deutschen über einen tertiären Abschluss im MINT-Bereich. (Bild: Dall-E / KI-generiert)")
Aufbau- und Verbindungstechnik für Power-Module Druckkontakte und Sinterverbindungen als Alternative zur Lötverbindung
Die Leistungselektronik dringt in neue Anwendungsgebiete in der Fahrzeugelektrifizierung und erneuerbaren Energiequellen vor. Ein Grund dafür ist, dass durch steigende Energiepreise ein ökonomischer Vorteil besteht. Damit die Module kostengünstig bleiben können, sind neue Aufbau- und Verbindungstechniken gefragt, z.B. Druckkontakte und Sinterverbindungen als Alternative für Lot mit niedriger Schmelztemperatur.
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/56200/56252/65.jpg "CTX-Logo_rgb_4cm.jpg ()")
Neben dem Ersatz verschleißanfälliger mechanischer Getriebe ist vor allem die Energieeinsparung durch geregelte elektrische Ansteuerung ein Hauptgrund für den Siegeszug der Leistungselektronik. Elektrische Antriebe sind für bis zu 70% des industriellen Stromverbrauches verantwortlich. Durch eine konsequente Drehzahlsteuerung mittels eines Frequenzumrichters und andere Maßnahmen sind weit über 60% Energieeinsparung möglich. Davon entfallen 20% auf Energie sparende Motoren, 30% auf die elektronische Drehzahlregelung und 60% auf mechanische Systemoptimierungen.
Leistungselektronik für Wind-, Solar- und Automotive-Anwendung
Wichtige Teilmärkte sind die Märkte für erneuerbare Energien, insbesondere Windenergie und Automotive. Das Segment Windenergie wächst 25% an stärksten. Im Jahre 2006 wurden 15000 MW weltweit neu installiert und 2012 soll 12% der weltweiten Energieversorgung mittels Windenergie erfolgen.
Der Wirkungsgrad des Umrichters ist bedeutend
Im Solarmarkt werden zwei unterschiedliche Konzepte weiterentwickelt – dezentrale Stringwechselrichter mit bis zu 6 kW Leistung und große Zentralwechselrichter mit mehreren hundert KW. Durch die hohen Einspeisevergütungen für Solarstrom ist der Wirkungsgrad des Umrichters wirtschaftlich bedeutsam – je geringer die Wärmeverluste desto kürzer ist die Rückzahlperiode der Investitionen.
Elekro- und Hybridautos sind noch ruhende Potenziale
Die Elektrifizierung von Fahrzeugen wird in den kommenden Jahren den Hauptantrieb beinhalten. Fahrzeuge mit kombiniertem Verbrennungs- und Elektroantrieb werden zurzeit als Hybridantriebe eingeführt. Damit lässt sich der Kraftstoffverbrauch insbesondere bei größeren Fahrzeugen um bis zu 40% reduzieren. Auch reine Elektroautos werden, wenn das Energiespeicherproblem gelöst ist, interessant.
Anwendungsspezifische Konzepte von Leistungshalbleitern
Verantwortlich für das Wachstum der Leistungselektronik sind neben steigenden Energiekosten auch stetige Weiterentwicklungen auf dem Gebiet der Leistungshalbleiter, um die Verluste zu reduzieren und die Lebensdauer zu erhöhen. Dadurch erschließen sich stets neue Anwendungsgebiete. Leistungshalbleiter decken einen großen Leistungsbereich von wenigen W bis in den MW-Bereich ab. Durch die Vielzahl von Anwendungen haben sich in den letzten Jahrzehnten verschiedene Aufbau- und Montagekonzepte im Markt etabliert. Das Ziel ist, für die unterschiedlichen Anwendungen bei höchstmöglicher Zuverlässigkeit einen optimalen Wirkungsgrad und damit geringe Verluste zu erreichen.
Hauptursache für Ausfälle ist die Lotermüdung
Die Märkte Automotive und erneuerbare Energien haben hohe Anforderungen an die Zuverlässigkeit der Leistungshalbleitermodule. Hohe Temperaturschwankungen verursachen Spannungen zwischen Materialien unterschiedlicher Ausdehnungskoeffizienten und diese Spannungen reduzieren die Lebensdauer von Verbindungen. Eine Hauptausfallursache traditioneller IGBT-Module ist die Ermüdung von Lotverbindungen durch Temperaturschwankungen. Lotermüdung erhöht den thermischen Widerstand im Modul und durch die damit entstehenden höheren Temperaturen wird dieser Prozess beschleunigt.
Je höher die Temperatur, desto rascher die Alterung
Je größer die Temperaturschwankungen sind, desto eher tritt dieser Alterungsprozess ein. Eine Möglichkeit dieses Problem zu lösen, ist die Verwendung von Materialien mit ähnlichen thermischen Ausdehnungkoeffizienten. Bodenplatten mit AlSiC (Aluminium Silicon Carbide) zum Beispiel, sind eine Alternative, die häufig bei Modulen für Anwendungen höchster Zuverlässigkeit, wie Zugantriebe, eingesetzt werden. AlSiC hat einen wesentlich kleineren Ausdehnungskoeffizient als Kupfer und passt sich von seinen thermischen Eigenschaften eher an das Keramiksubstrat an. Andererseits hat AlSiC eine relativ schlechte thermische Leitfähigkeit und ist teuer, so dass es für preissensitive Anwendungen wie im Automobil eher nicht in Frage kommt.
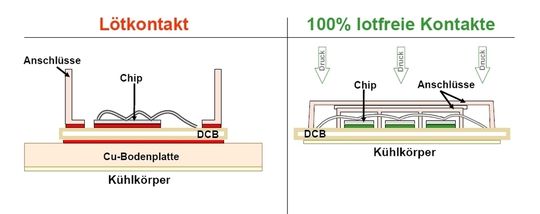
Aufbautechnik ohne Bodenplatte und Lotverbindung
Vor mehr als 15 Jahren hat SEMIKRON mit der SKiiP-Technologie eine Aufbautechnik entwickelt, die keine Bodenplatte und damit eine reduzierte Anzahl kritischer Lötverbindungen hat. Bei diesen Modulen wird das Substrat mit den Chips direkt auf den Kühlkörper mittels eines mechanischen Druckkontaktsystems gepresst. Da das Substrat nicht fixiert ist, kann es sich unter Temperaturschwankungen auseinander- und zusammenziehen ohne dass dabei mechanischer Stress auf Materialverbindungen ausgeführt wird. Diese bodenplattenlosen Module haben eine wesentlich höhere Temperaturwechselfestigkeit und werden deshalb in den zuvor genannten Anwendungen verstärkt eingesetzt.
Lotfreie Verbindung bei Power-Modulen für Automotive
Die SKiiP-Technologie wurde ebenso bei der Entwicklung der ultrakompakten SKiM-Module genutzt. Sie sind speziell für den Einsatz unter rauen Umgebungsbedingungen wie hohe Temperaturen im Motorraum und hoher Leistungsdichte im Fahrzeug konzipiert. Die sehr kompakten Six-Packs bestehen aus drei unabhängigen Halbbrücken mit eigenen Lastanschlüssen und Temperatursensor. Den industriellen Standards folgend beträgt die Anschlusshöhe 17 mm und die DC- und AC-Anschlüsse befinden sich für eine optimale Zwischenkreisverschienung an den gegenüberliegenden Seiten. Auf der Oberseite befinden sich die Treiberverbindungen. Auch hier wurde eine lötfreie Verbindung mittels Federn gewählt.
Die Sperrschichttemperaturen gehen in Richtung 200°C
Traditionelle Aufbau- und Verbindungstechnologien limitieren die max. Betriebstemperaturen der Sperrschicht auf 150 °C. Damit sind Anforderungen z.B. der Automobilindustrie nicht erfüllbar. In Fahrzeuganwendungen existieren Kühltemperaturen bis zu 10 °C. Um die Chip-Flächen effektiv auszunutzen, sind Betriebstemperaturen bis 175°C notwendig. Die neuesten Generationen von IGBTs und Freilaufdioden sind bis zu diesen Temperaturen spezifiziert, SiC-Dioden sogar bis 200 °C.
Sinterverbindung als Alternative zum traditionellen Lot
Zurzeit ist Lot noch das am häufigsten eingesetzte Material, um Chips und DCB (DCB = Direct Copper Bonding) zu verbinden. Lötverbindungen haben aber ihre Grenzen bei hohen Umgebungstemperaturen durch die geringe Schmelztemperatur der Lote. Silber ist ein Material mit besserer thermischer und elektrischer Leitfähigkeit und durch die hohe Schmelztemperatur für hohe Betriebstemperaturen geeignet.
Beim Sinterprozess wird Silberpulver bei hohem Druck und einer Temperatur um 240°C zu einer kompakten dünnen Schicht gepresst, die eine zuverlässige Verbindung zwischen den verbundenen Partnern darstellt. Hinsichtlich der Zyklenfestigkeit bei höheren Temperaturen verspricht die Niedertemperatur-Sintertechnologie deutliche Verbesserungen. Wie neue Studien belegen könnten die Sintertechnologie helfen die Probleme der Lastwechselfähigkeit zu lösen.
Windenergie hohe Ansprüche an die Zuverlässigkeit

Im Windmarkt steht vor allem die Zuverlässigkeit im Vordergrund. Die Windmühlen haben immer höhere Leistungen. Der aktuelle Trend geht von 3 MW zu 5 MW und dann in 5 bis 10 Jahren auch in Richtung 10 MW. SEMIKRON hat für dieses Anwendungsgebiet mit dem SKiiP als integriertes Modul eine optimierte Lösung entwickelt. Das integrierte SKiiP-Modul besteht aus aufeinander abgestimmten Kühlkörper, Treiber, Stromsensor und Leistungsteil. Es ist skalierbar und wird bis in den oberen MW-Bereich eingesetzt. Der Treiber enthält die Schnittstelle zum Anschluss an das Kundensystem.
Erst das Einzelteil, dann den Zusammenbau testen
Weil das Modul bereits auf einen Kühlkörper montiert ist, gibt es auch keine potenzielle Fehlerquelle durch unsachgemäßen Wärmeleitpastenauftrag. Modul, Treiber und entsprechender Kühlkörper sind bereits bei der Entwicklung aufeinander abgestimmt, was den niederinduktiven Aufbau sicherstellt. Somit hat das Subsystem nach obligatorischer Einzelteilqualifikation anschließend auch eine Systemqualifikation bestanden. Das gleiche gilt für die Produktion. Auch hier werden die Teile erst separat und später nach dem Zusammenbau als gesamtes Subsystem getestet, bevor sie ausgeliefert werden. Damit lassen sich mögliche Frühausfälle erkennen.
Thomas Grasshoff ist Leiter Produktmanagement International bei SEMIKRON, Nürnberg.
Artikelfiles und Artikellinks
(ID:245005)
:quality(80)/p7i.vogel.de/wcms/45/9d/459d0bb4308c41adf68ef1bb755db692/0127360662v2.jpeg "Thermisches
Management:
Wärmeleitende und elektrisch isolierende Zwischenlagenmaterialien (TIM) bieten eine effektive, unkomplizierte und kostengünstige Lösung. (Bild: © Татьяна Евдокимова – stock.adobe.com / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/66/c1/66c14543fd48c69fe35aeca2e513966a/0125007023v5.jpeg "Bild 4: (a) Ergebnisse der thermischen Simulation – Basiskonfiguration; (b) unter Verwendung aller verfügbaren Techniken. (Bild: EPC)")