
:quality(80)/p7i.vogel.de/wcms/74/c7/74c76b0e1aa72b1dd8b08efff6cc77b6/0132360506v2.jpeg "Mona Neubaur, Ministerin für Wirtschaft, Industrie, Klimaschutz und Energie des Landes Nordrhein-Westfalen, und Thomas Jarzombek, Parlamentarischer Staatssekretär im Bundesministerium für Digitales und Staatsmodernisierung, besuchten den Standort in Düsseldorf. (Bild: Kontron AG)")
:quality(80)/p7i.vogel.de/wcms/22/0a/220a84ba1b9977d26fb4a212af5c8fec/0132339629v2.jpeg "Imec und Diraq haben erstmals den kohärenten Betrieb und die Auslesung eines linearen Arrays aus acht Silizium-MOS-Spin-Qubits demonstriert. (Bild: Imec)")
:quality(80)/p7i.vogel.de/wcms/f5/79/f579ee1713cb8c500cc5d5005c2fb3da/0132337035v3.jpeg "Einsatz auf dem Acker: Wie sich humanoide Systeme mit schweren landwirtschaftlichen Maschinen vernetzen lassen, wird in Ilmenau erprobt. (Bild: Fraunhofer IOSB)")
:quality(80)/p7i.vogel.de/wcms/29/d9/29d92f3af3eb63361cd39a3d2e456a53/0132389956v2.jpeg "TE erweitert sein aktuelles Finepitch-Portfolio um einen Steckverbinder mit einem Rastermaß von 1,27 mm. (Bild: TE Connectivity)")
:quality(80)/p7i.vogel.de/wcms/7a/2c/7a2c782274dd2420ffb3b14e17585773/0132304402v2.jpeg "Swissbit und Nexperia gehen Hand in Hand: Sichere Speicher und robuste Halbleiter sollen zuverlässige KI- und Cloud-Infrastrukturen bieten. (Bild: Canva / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/e3/e0/e3e0e9b34c054cd1de2891ccb822ebe6/0132235494v2.jpeg "Bild 1: Der etwa 30 Meter große Ballonsatellit Echo 1 bei einem Aufblastest in einer Halle der NASA. (Bild: NASA)")
:quality(80)/p7i.vogel.de/wcms/d0/b9/d0b92ad1ff97275bd7511a42be1758ec/0132135985v1.jpeg "Erst anschnallen, dann losfahren: Beim EU AI Act zahlt sich Vorsorge aus. Wer frühzeitig Schutzmaßnahmen etabliert, vermeidet Bußgelder und Reputationsschäden. (Bild: © Olga Ко - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/5c/47/5c47a19196fe05757947f2daddf8fa72/0132292701v1.jpeg "Symbolbild aus Berlin-Mitte: Die Bürgerinitiative Rechenzentrum Kronstorf hat für den 17. Juli eine Demonstration gegen den geplanten Ausbau des Google-Rechenzentrums angekündigt. (Bild: F* Google / Hossam el-Hamalawy / CC BY-SA 2.0 / flickr.com)")
:quality(80)/p7i.vogel.de/wcms/7b/da/7bda6a80466f1a5de0f4b60346b6f2b3/0132242139v5.jpeg "KI: Die große Black-Box in der Fabrik (Bild: Lucid Origin / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/96/07/960754732580630cbf6cc00859ff1a55/0132396637v2.jpeg "Technologievielfalt: Verfügbar in 4G Cat 4, 5G RedCap und 5G für unterschiedliche Leistungs- und Kostenprofile (Bild: Spectra)")
:quality(80)/p7i.vogel.de/wcms/46/41/464103e89109fbe52aaf3efc1a8311d9/0130524209v2.jpeg "Humanoide Roboter: Roboter, die vor wenigen Jahren noch eine Vision waren, sind heute dank KI, maschinellem Lernen und Echtzeit-Datenverarbeitung Realität. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/89/17/8917ac8f43a91e8e6eebdd301d00bf4e/0132223314v5.jpeg "Der Kongress „Power of Electronics“ vermittelt praxisnahes Wissen rund um das Power Design – von Magnetik und Stromversorgungen bis hin zu EMV und aktuellen Entwicklungen in der Leistungselektronik. (Bild: Stefan Bausewein)")
:quality(80)/p7i.vogel.de/wcms/28/3e/283eb7efa47f9d481b361d765f774890/0132340824v2.jpeg "Die Differenzierung im Bereich der SiC-MOSFETs findet nicht mehr ausschließlich auf dem Datenbaltt statt. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/f4/09/f4093b623fb87b18750f2f69a0e986b3/0132332557v3.jpeg "Demonstrator eines bidirektionalen einphasigen 3-kW-DC-Ladegeräts mit GaN-Leistungselektronik. Das leistungselektronische Modul (oben) haben Forschende des Fraunhofer IAF auf Basis des Leistungshalbleiters Galliumnitrid (GaN) und alternativen isolierenden Substraten entwickelt. Die Realisierung des Demonstrators sowie die Integration des Moduls erfolgte durch den GaN4EmoBiL-Projektpartner Ambibox. (Bild: Fraunhofer IAF)")
:quality(80)/p7i.vogel.de/wcms/8a/2e/8a2e7d2a89ffe55c545dd6c831ed154e/0132246788v2.jpeg "Über 500 Teilnehmer, 120 Referenten: Die FPGA Conference Europe platzte in diesem Jahr aus allen Nähten – und wurde ihrem Anspruch als Leitkongress der FPGA-Welt einmal mehr gerecht. (Bild: Tobi Giessen)")
:quality(80)/p7i.vogel.de/wcms/06/a1/06a158e32b18d99fcea65547cec5d4c7/0132069489v2.jpeg "Mit direkter Integration von Speicher ins Chip-Package verspricht AMD mit dem Versal Premium Gen 2 SoC eine schnellere Datenübertragung, verringerte Latenz und einem potentiell geringere Stromverbrauch. (Bild: AMD)")
:quality(80)/p7i.vogel.de/wcms/86/2a/862afb1de8423bb7401098a2fd268281/0131792672v2.jpeg "Bild 1: Ein Spannungsversorgungskonzept für Lasten, welche eine vorgegebene Ein- und Abschaltreihenfolge (Sequencing) benötigen. (Bild: ADI)")
:quality(80)/p7i.vogel.de/wcms/14/d7/14d7cb77132e76f852e71edf06cc94fb/0131803730v2.jpeg "Tom Trill, CEO von Qualinx, und Dr. Manfred Horstmann, Senior Vice President und General Manager bei GlobalFoundries (Bild: Globalfoundries)")
:quality(80)/p7i.vogel.de/wcms/42/05/4205a77daea554e39c03c398bc80be76/0132134554v1.jpeg "Das ist das System aus Deutschland, das Europa in Sachen Cybersicherheit bei vernetzen Geräter aller Art Souveränität und Transparenz geben soll: Das Fraunhofer-„RISC-V Secure Element“. Hier mehr dazu ... (Bild: Fraunhofer IIS / J. Ernst)")
:quality(80)/p7i.vogel.de/wcms/f1/17/f1176c05616af1272eb5d7f9e4454291/0132149039v2.jpeg "Smart Home: Smarte Geräte werden immer beliebter. Doch das Sicherheitsrisiko bleibt. (Bild: Pete Linforth)")
:quality(80)/p7i.vogel.de/wcms/37/41/37411505b1035e75cc869d032a74e7ad/0132395233v2.jpeg "Zum 1. Juni 2026 hat der Mess- und Prüftechnikspezialist Meas-X den exklusiven Vertrieb und die strategische Weiterentwicklung der Software Dasylab übernommen. (Bild: Meas-X)")
:quality(80)/p7i.vogel.de/wcms/ae/ba/aeba60e0ac4a340666d1813ba55b509b/0132229220v2.jpeg "Die Gründer von QuantumDiamonds: Dr. Fleming Bruckmaier (links) und Kevin Berghoff (rechts) (Bild: Quantum Diamonds GmbH)")
:quality(80)/p7i.vogel.de/wcms/fb/60/fb600e7355d71b25f0b7ddf03c61a5a3/0132176619v2.jpeg "Vision Engineering zeigt die Produkte unter anderem auf der Euro Defence Expo in Halle 3 / 3A79 vom 22.bis zum 25.09.2026. (Bild: Vision Engineering)")
:quality(80)/p7i.vogel.de/wcms/2b/6b/2b6b15dd45ba688abde2aa441320b88c/0132065385v2.jpeg "Pilot S20: Er kam Ende der 1990er-Jahre auf den Markt und war die direkte Weiterentwicklung des allerersten Pilot-Systems von 1995. Mit dem Modell schaffte Seica den internationalen Durchbruch gegen die großen Player wie GenRad oder Teradyne. (Bild: Seica)")
:quality(80)/p7i.vogel.de/wcms/f5/ed/f5edad9780d21e15de469f4c0a0fba51/0132398920v2.jpeg "Künstliche Intelligenz in der Produktion: Praktische Anwendungsfälle zeigen, wie Machine Learning und generative Modelle in der industriellen Praxis reale Mehrwerte schaffen. (Bild: Lucid Origin / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/6f/b8/6fb892d99249695b745c8eead3a50d8e/0132358019v4.jpeg "98 Prozent richtig: Nach der Angabe des Unternehmens liegt die Quote nun einen Prozentpunkt unter dem menschlichen Niveau. (Bild: Xiaomi)")
:quality(80)/p7i.vogel.de/wcms/89/47/89474b733dda829cc0556f25369a0ffa/0132383686v2.jpeg "Knüpfen Sie im Rahmen des EFX-Speed-Datings powered by ELEKTRONIKPRAXIS neue Kontakt. (Bild: Dall-E / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/2d/72/2d72ad8db013c74a1bac8c47fe10ada5/0132386600v2.jpeg "Der digitale Zwilling ermöglicht die realitätsnahe 1:1-Simulation der Bearbeitung. Komplexe Prozesse können so bereits im Vorfeld risikofrei optimiert werden. (Bild: DMG MORI)")
:quality(80)/p7i.vogel.de/wcms/71/e5/71e5e7b851dd407bda02104ffd23055b/0132366185v2.jpeg "Rüsten an der Bestücklinie: EPS will Fertigungsprozesse nicht nur technisch beherrschen, sondern für Kunden verlässlicher planbar machen. Dazu gehört für den EMS-Dienstleister auch, frühzeitig zu kommunizieren, wenn Termine oder Bauteile kritisch werden. (Bild: Susanne Kästner)")
:quality(80)/p7i.vogel.de/wcms/42/df/42dff62c518b703e4d810c8a559b9b98/0132338696v2.jpeg "Neue Zukunft für Automatisierungsingenieure: KI übernimmt Routineaufgaben, während tiefes Verständnis für Maschinen und Prozesse unerlässlich bleibt. (Bild: Rockwell)")
:quality(80)/p7i.vogel.de/wcms/4e/41/4e4159d1e93e67d47bd2f51a90691b23/0131548978v2.jpeg "Transformation im Engineering: KI-gestützte Systeme generieren zunehmend selbstständig Schaltschranklayouts und entlasten Konstrukteure von zeitraubenden Routineaufgaben. (Bild: WSCAD)")
:quality(80)/p7i.vogel.de/wcms/d6/ea/d6eac438c362c545cab42ef0f30bcfc0/0130136975v2.jpeg "Die Bewerbungsphase für den James Dyson Award 2026 ist gestartet. (Bild: Dyson)")
:quality(80)/p7i.vogel.de/wcms/e5/6c/e56ceb935ba09cb66a4fd0f961b2d3e9/0129642888v2.jpeg "(Bild: Vogel Professional Education)")
Anbieter zum Thema
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/68800/68851/65.jpg "Logo.jpg ()")
:fill(fff,0)/p7i.vogel.de/companies/5f/88/5f8847c90d2e4/50-mm.jpg "50-mm.jpg (Eurocircuits Group logo)")
Wahl zwischen SMD und SP-Referenzmarken
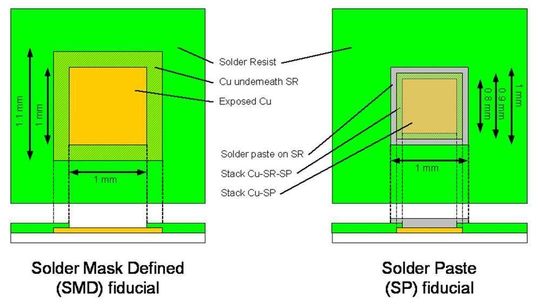
Für die Bestückung von Komponenten auf Lotmasken-Pads (Bild 6) werden normalerweise lotmasken-definierte Referenzmarken eingesetzt, die eine korrekte Ausrichtung der Bauteile auf den Pads sicherstellen. Bei kleineren Komponenten ist wahrscheinlich die Ausrichtung der Bauteile mit der Lotpaste vorteilhafter, da bereits ein geringfügiger Versatz der Lotpaste einen Kontakt zwischen Komponente und Paste verhindert und zu einem Defekt führt.
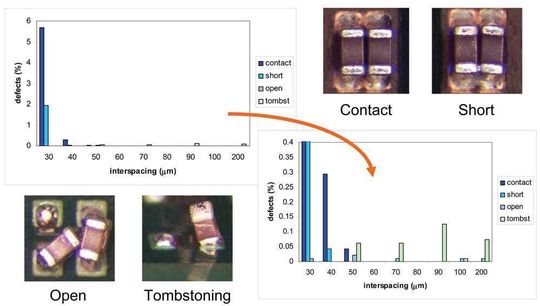
Wir haben festgestellt, dass für die Bestückung sehr kleiner Komponenten und bei einem möglichen großen Versatz der Paste (mehr als 50 µm) Lotpasten-Referenzmarken zu empfehlen sind. Ist der Offset geringfügig (50 µm oder weniger), hat die Art der Referenzmarke keine Bedeutung. Das letzte wichtige Produktionsstadium ist das Reflowlöten. Hier kommt es zu Prozessfehlern, die entweder auf den Lotpastendruck oder auf den Bauteilabstand zurückzuführen sind. Die Fehler, die im Zusammenhang mit der Lotpaste auftreten, werden in Tombstone-Komponenten und offene Verbindungen aufgeteilt (Bild 7). Fehler, die im Zusammenhang mit den Bauteilabständen auftreten, werden in Kontakte und Kurzschlüsse aufgeteilt.
01005-Komponenten sind bei einem Abstand von 60 µm produktionsgeeignet
Alles in allem stellt der Lotpastendruck unter Umständen das kritischste Stadium dar, weil die empfindlichen Schablonen häufig gereinigt werden müssen, damit die Schablonenöffnungen nicht verstopfen. Ein zu großer Offset der Paste führt dazu, dass sich die 01005-Komponenten nicht selbst ausrichten können, so dass das Risiko von „Tombstone-Bauteilen“ steigt.
Wenn diese Faktoren berücksichtigt werden, können 01005-Komponenten problemlos bestückt werden. Bei größeren Abständen (90, 100 und 200 µm) ist eine Schablonenstärke von 80 µm zu empfehlen, bei 60, 70 und 80 µm sollte eine Schablonenstärke von 50 µm eingesetzt werden, die eine Kombination von 0402, 0201 und 01005 Bauteilen ermöglicht. In unseren Tests hat sich herausgestellt, dass der Abstand zwischen den 01005-Komponenten für eine Bestückgenauigkeit von 50 µm bei 3-Sigma mindestens 60 µm betragen muss.
Bei den Lötprozessen führte dies bei den Schablonengrößen A und B zu 100% korrekten Lötverbindungen und somit zu einer Bestückqualität von weit unter 20 Fehlern pro Million. Die A-Serie von Assembléon hat gegenwärtig eine Genauigkeit von 40 µm bei 3 Sigma (und sogar 20 µm bei der AX-201), so dass die Qualität der Bestückung auf fast 10 Fehler pro Million weiter steigt und das Produkt einwandfrei als „produktionsgeeignet“ eingestuft werden kann.
*Sjef van Gastel ist Leiter der Abteilung “Advanced Development” bei Assembléon Netherlands B.V.
(ID:275773)
:quality(80)/p7i.vogel.de/wcms/f1/5f/f15fac232d70cc5d3b3b889500ecd880/0132049099v2.jpeg "SMT: Die Entwicklung der SMT-Technik veränderte die Elektronikfertigung grundlegend, da keine bedrahteten Bauelemente verwendet werden. (Bild: © Nataliia - stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/ce/c6/cec62637f282182270330886a0c32497/0129948300v2.jpeg "Die SP6500 wurde speziell für die anspruchsvolle Serien- und Massenproduktion in der
oberflächenmontierten Elektronikfertigung (SMT) entwickelt. (Bild: Stannol)")